|
Электродуговая наплавка применяется для восстановления изношенных и исправления дефектных деталей, а также для изготовления новых биметаллических деталей, в которых на рабочие поверхности, подверженные износу, наносится слой износостойкого металла. Наплавка может выполняться полуавтоматами или автоматами.
Полуавтоматическая наплавка может выполняться любыми сварочными полуавтоматами, преимущественно полуавтоматами, предназначенными для порошковой проволоки. Некоторые полуавтоматы приспособлены, главным образом, для наплавочных работ. Это полуавтоматы стационарного типа, снабженные емкой катушкой для проволоки, со сравнительно небольшой зоной действия, так как наплавка производится обычно на постоянном рабочем месте. Примером специализированного полуавтомата служит полуавтомат А - 1072С (рис. 1) для заварки дефектов литья. Он состоит из тех же узлов, что и обычные сварочные полуавтоматы. Однако для повышения производительности (до 50 кг наплавленного металла в ч), наплавка предварительно подогретых отливок выполняется тремя проволоками на токе до 1600 А. Применение трех проволок позволяет увеличить суммарное сечение электрода при сохранении достаточной гибкости шланга. Для удобства работы с подогретой деталью полуавтомат снабжен удлиненной горелкой.
Автоматическая наплавка также может выполняться любым сварочным автоматом, однако удобнее применять специализированное оборудование, имеющее все или некоторые из следующих характерных особенностей:
а) оно имеет устройства для выполнения широкослойной наплавки ленточными электродами (сплошными или порошковыми), расщепленными электродами из нескольких проволок, расположенных «гребенкой» и подключенных к общему выводу источника питания или за счет перемещения проволочных электродов в процессе наплавки поперек направления движения автомата или изделия;
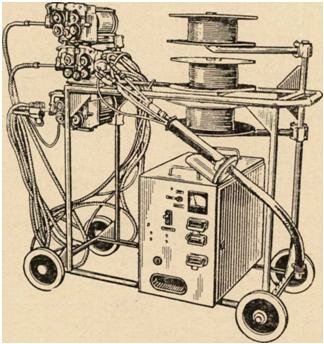
Рис. 1 Специализированный трехэлектродный полуавтомат для заварки дефектов чугунного литья
б) обеспечивает регулирование доли основного металла в наплавленном слое применением многоэлектродной или трехфазной дуги или малых плотностей тока в электроде;
в) позволяет осуществлять подачу специальной порошковой проволоки с большим содержанием легирующих элементов;
Поскольку наплавка деталей в большинстве случаев предусматривает нанесение на поверхность большого количества металла, наплавочные автоматы должны обеспечивать длительную работу без перерывов.
Ниже описываются универсальные наплавочные автоматы А - 580М, А - 384МК и А - 874.
Автомат А - 580М (рис. 2) представляет собой универсальную головку облегченного типа, укрепленную на колонке, несущей подающий механизм. Он предназначен для наплавки под флюсом тонкой электродной проволокой деталей, имеющих поверхность тел вращения диаметром от 40 до 650 мм. Автомат может быть использован также и для сварки кольцевых швов деталей указанного диаметра.
Наплавка аппаратом А - 580М производится на специальном вращателе, либо на токарном станке. Автомат устанавливается и закрепляется на суппорте станка, а наплавляемая деталь - в патроне или центрах. Для получения окружных скоростей наплавки в пределах 12 - 40 м/ч число оборотов шпинделя необходимо дополнительным редуктором снизить до 0,5 - 4 об/мин.
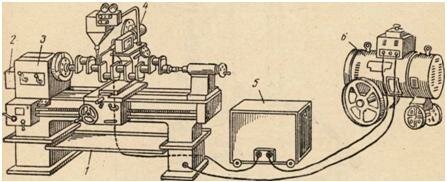
Рис. 2 Станок, оборудованный для наплавки тел вращения, с автоматом А - 580М:
1 - приемник для флюса, 2 - дополнительный редуктор, 3 - станок, 4 - наплавочный автомат, 5 - шкаф управления, 6 - преобразователь
Подача проволоки осуществляется механизмом, показанным на рис. 28, а, через изогнутый мундштук (рис. 2). Головка укреплена на стойке и снабжена моторным приводом вертикального перемещения для настройки на нужный диаметр изделия и для регулировки вылета электрода. Кроме того, она снабжена механизмом наклона электрода вокруг оси, проходящей через конец электрода. Это позволяет качественно наплавлять галтели валов.
Автомат А - 384МК, предназначенный для наплавки тел вращения и плоских деталей, конструктивно подобен ранее описанной головке АБ, от которой отличается наличием электромоторного механизма вертикального перемещения головки и набора приставок для наплавки порошковой проволокой, ленточным электродом и гребенкой.
Автомат А - 874Н (рис. 3) является наиболее совершенным аппаратом для наплавки. Этот автомат самоходного типа, предназначенный для выполнения самых различных работ при наплавке тел вращения, плоских деталей и изделий сложной формы. Большие технологические возможности автомата обеспечиваются комплектом сменных узлов и приставок применительно к различным случаям наплавки и электрической схемой, позволяющей вести наплавку с постоянной скоростью скоростью подачи, а также с автоматическим регулированием этого напряжения. Для этой цели в схеме использован универсальный привод (рис. 4).
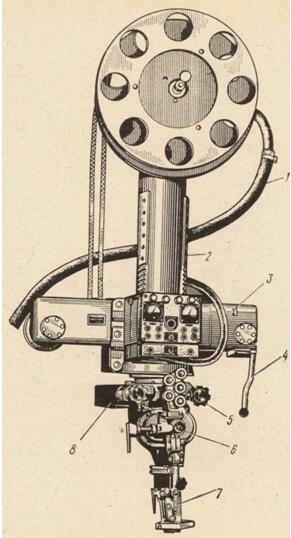
Рис. 3 Универсальный наплавочный аппарат А - 874 Н:
1 - флюсоотсос, 2 - штанга механизма вертикального перемещения, 3 - ходовая тележка, 4 - переключатель скорости (рабочей и маршевой), 5 - поперечный корректор, 6 - механизм подачи электрода, 7 - мундштук, в - механизм поперечных колебаний
Якорь двигателя Мп механизма подачи проволоки питается от магнитного усилителя МУ. Число оборотов двигателя регулируется бесконтактным реле БР, составленным из транзисторов Т2, ТЗ и резисторов R3 - R7. Для уменьшения тока срабатывания реле предусмотрены транзистор Т1 и резистор R2. Значения резисторов R2 и RЗ подобраны такими, что при отключенном Т1 транзистор Т2 открыт, а Т3 - закрыт. Если на Т1 подать напряжение 0,1 - 0,3 В, произойдет перераспределение: Т2 закроется, а ТЗ откроется. Транзистор Т1 защищен от больших сигналов диодами Д1, Д2 и резистором R1.
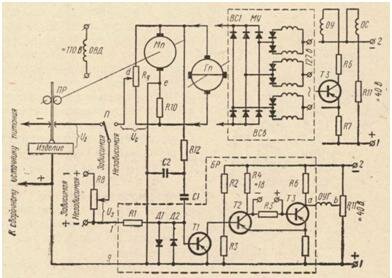
Рис. 4 Принципиальная электрическая схема универсального привода сварочной головки
При работе привода в режиме автоматического регулятора напряжения на дуге переключатель П установлен в положение «зависимая» подача. При этом напряжение на дуге Uд сравнивается с задающим и, снимаемым с потенциометра R8, разность напряжений подается на вход бесконтактного реле (точки f, g). Если напряжение Uд>Uз, бесконтактное реле (тpaнзиcтop Т3) включится, через обмотку управления ОУГ усилителя Гп будет протекать ток от точки а к точке b. Генератор возбудится, двигатель начнет вращаться в направлении подачи электрода к изделию со скоростью, превышающей скорость его плавления. Длина дугового промежутка и напряжение уменьшатся. Когда Uд станет равным Uз, бесконтактное реле отключится. При этом точка а обмотки ОУГ последовательно с резистором R6 (R6<<RОУГ) окажется подключенной к отрицательному зажиму 2 источника питания БР. Через ОУГ будет протекать ток от точки b к точке а. Однако напряжение генератора и двигатель не могут реверсироваться мгновенно. Вначале скорость двигателя начнет уменьшаться. При этом напряжение на дуге будет возрастать. Когда разность Uд-Uз станет равной напряжению срабатывания реле, последнее включится; через обмотку ОУГ будет протекать ток от точки а к точке b. Скорость двигателя опять начнет возрастать. Регулятор обеспечивает постоянство с точностью 0,1 ÷ 0,3 В.
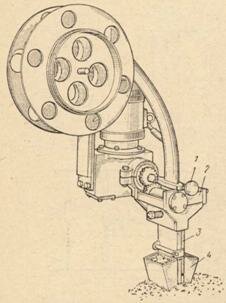
Рис. 5 Мундштук для наплавки лентой:
1 - винт настройки упоров, 2 - корпус, 3 - токоподводы, 4 - воронки для флюса
Реверсирование всегда происходит в начале сварки, если электрод был предварительно замкнут накоротко на изделие, когда напряжение Uд = 0.
На рисунке полярность сварочного тока прямая. При обратной полярности необходимо на вход g бесконтактного реле подать положительный потенциал с дуги.
Для перевода схемы на работу с независимой скоростью подачи электрода достаточно установить переключатель П в положение «независимая» подача и изменить полярность напряжения на задающем потенциометре R8. Регулятор в этом режиме обеспечивает постоянство заданной потенциометром R8 скорости вращения двигателя.
Автоматическое регулирование скорости подачи позволяет выполнять наплавку на малых плотностях тока и применять в качестве электродного материала проволоку диаметром до 12 мм и ленту (холоднокатаную, литую, порошковую или спеченную). На рис. 5 показана приставка с мундштуком для наплавки ленточным электродом. Она снабжена цилиндрическими подающим и прижимным роликами и токоведущим корпусом 2 с двумя медными токоподводящими пластинами 3. В верхней части корпуса установлены две направляющие, которые при помощи винта 1 с правой и левой резьбами устанавливаются на расстоянии, соответствующем ширине ленты. Надежная защита зоны сварки обеспечивается двумя флюсоссыпными воронками 4.
Контактирующая часть медных пластин армирована метало - керамическими вставками. Это обеспечивает длительный срок их службы.
В автомате А - 874Н предусмотрена возможность поворота вертикальной штанги вокруг своей оси на угол 90 °. Это позволяет, в частности, вести наплавку лентой, расположенной под углом к направлению наплавки и, следовательно, наплавлять широкой лентой более узкие слои.
Широкие слои могут быть получены также при колебании проволочного электрода поперек направления наплавки. Для этой цели аппарат А - 874Н снабжен механизмом колебаний, который состоит из реверсивного приводного двигателя, червячного редуктора, кругового суппорта и системы концевых выключателей. В кинематической цепи редуктора предусмотрена пара сменных шестерен для настройки скорости колебаний. Настройка ширины наплавляемого слоя производится перестановкой упоров концевых выключателей.
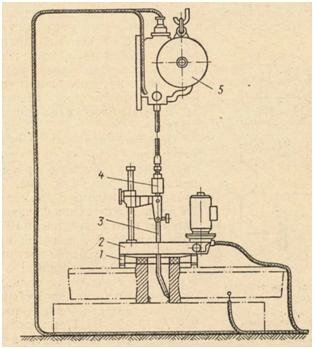
Рис. 6 Схема специализированного автомата А - 687 для наплавки отверстий при неподвижном изделии:
1 - электромагнит, 2 - планшайба, 3 - мундштук, 4 - коллектор, 5 - механизм подачи
Автомат А - 874Н комплектуется приставками, позволяющими производить наплавку цилиндрических поверхностей изделий по винтовой линии и с импульсным перемещением автомата на шаг наплавки.
Наряду с универсальными существуют специализированные автоматы, например, для наплавки изношенных бандажей железнодорожных колес, трамвайных рельсов, корпусов арматуры и др. На рис. 6 показана схема автомата А - 687 для наплавки изношенных поверхностей отверстий ступиц и других подобных изделий. Наплавка производится в среде углекислого газа на вертикальную поверхность при неподвижном изделии. Автомат устанавливается при помощи электромагнита 1 на поверхность наплавляемого изделия. Мундштук 3 аппарата вместе с планшайбой 2 вращается вокруг центра отверстия, перемещаясь при этом после каждого оборота вверх, на шаг наплавки. Проволока подается по гибкому шлангу механизмом подачи 5 через коллектор 4. в функцию которого входит также подвод сварочного тока, защитного газа и воды для охлаждения мундштука.
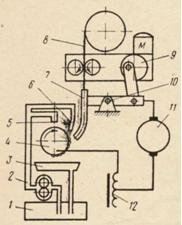
Рис. 7 Схема сварочного аппарата для вибродуговой наплавки:
1 - емкость, 2 - иасос, 3 - приемник, 4 - наплавляемая деталь, 5 и 6 - сопла, 7 - мундштук, 8 - проволока, 9. - вибратор, 10 - ось качания, 11 - генератор, 12 - дроссель
Оборудование для вибродуговой наплавки основано на применении прерывистого дугового процесса. При помощи вибратора 9 (рис. 7) электродная проволока 8 диаметром 1,6 - 2,0 мм подводится к изделию 4 и отводится от него с частотой до 100 Гц. При этом мундштук 7 и конец проволоки производят возвратно - поступательное движение с амплитудой 1,2 - 2,5 мм. К электроду и изделию подводится напряжение от источника питания 11 постоянного или переменного тока (100 - 250 А, 18 - 25 В). При коротком замыкании электрода на изделие образуется перемычка из жидкого металла, которая при отводе электрода разрывается; образуется дуговой разряд и происходит плавление основного и электродного металла. По мере отхода конца электрода от изделия дуга растягивается и обрывается.
Для охлаждения детали и защиты зоны сварки от окружающей среды на деталь и к месту сварки через специальные сопла 5 и 5 подается струя жидкости (4%-ный раствор кальцинированной соды, 25%-ный раствор технического глицерина в воде или другие растворы). Возможна наплавка и с флюсовой защитой.
Прерывистый процесс с длительными паузами (дуга горит всего 20% времени) и охлаждение детали жидкостью дают возможность при незначительной глубине провара наплавлять слой малой толщины.
Автоматы для вибродуговой наплавки отличаются от обычных наплавочных автоматов наличием вибратора и жидкостного охлаждения. Для вибраторов используются механические или электромагнитные приводы. Малый размах и высокая частота колебаний в вибраторах не допускают никаких люфтов. Поэтому ось 10 (рис. 7) качания мундштука устанавливается на кернах или выполняется в виде торсионного вала.
Наплавочная установка снабжена приемником 3 для жидкости, резервуаром 1 и нагнетательным насосом 2. В сварочную цепь последовательно с источником питания 11 включается дроссель 12. Его назначение - уменьшение тока короткого замыкания и увеличение длительности импульсных дуговых разрядов.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|

