|
Применение подвесных и самоходных автоматов рельсового типа неизбежно связано с разработкой и изготовлением специальных сварочных установок. Эти установки в большинстве случаев отличаются сложностью и громоздкостью, они дороги, трудоемки в изготовлении и занимают много производственной площади. Лучше если автомат во время сварки будет двигаться непосредственно по изделию, а его ходовые бегунки будут выполнять роль направляющего (копирующего) механизма.
Такой сварочный автомат должен быть легким и иметь небольшие размеры для удобства переноса с места на место и выполнения сварки в труднодоступных местах.
Сварочные автоматы такого типа впервые разработаны в СССР и нашли широкое применение в промышленности. Требования к автоматам тракторного типа для сварки плавящимся электродом регламентированы ГОСТ 8213 - 69. Согласно ГОСТу скорость перемещения автомата должна быть равномерной при движении по горизонтальной и наклонной плоскости (при угле наклона до 15°) и при периодическом подтягивании питающих проводов и шлангов через каждые 3 м.
Универсальный одномоторный сварочный трактор ТС - 17 - Р предназначен для сварки под флюсом прямолинейных и круговых стыковых швов с разделкой и без разделки кромок и угловых швов в тавровых и нахлесточных соединениях.
Минимальный диаметр внутренних кольцевых швов - 1200 мм. Сварка угловых соединений может осуществляться «в лодочку» или «в тавр» наклонным электродом.
Трактор имеет только один электродвигатель, который приводит в движение механизм подачи электрода 2 и ходовой механизм 13. Оба механизма смонтированы с электродвигателем в один блок, служащий несущим корпусом трактора, на котором закреплены все остальные механизмы: мундштук для подвода сварочного тока к электроду 15, пульт управления 4, кассета с электродной проволокой 5 и бункер 3 для флюса.
Механизм подачи проволоки состоит из замедляющего редуктора со сменными шестернями и двух подающих роликов. Один из роликов приводной, он снабжен поперечной насечкой, другой - прижимной, находится под действием пружины. Настройка нужной скорости подачи электродной проволоки осуществляется при помощи сменных шестерен.
Трактор снабжается двумя сменными мундштуками: для проволоки диаметром от 3 до 5 мм и для проволоки диаметром 1,6 - 2 мм. Первый мундштук рассчитан на сварочный ток до 1000 А, второй - на ток до 600 А. Корректировочный механизм имеет двойное назначение: для ручной корректировки направления электрода по шву во время сварки и для поперечного наклона мундштука вместе с головкой, кронштейном и катушкой при сварке угловых швов.
На тракторе установлены два пульта управления: основной - для управления работой трактора и всей сварочной установкой и дополнительный - для тех случаев, когда трактор входит в состав установок, оборудованных роликовыми стендами, вращателями или иными устройствами, требующими независимого дистанционного управления.
Ходовой механизм трактора состоит из замедляющего редуктора со сменными шестернями и пары ведущих колес с резиновыми шинами. Для свободного маршевого перекатывания трактора вручную на валу колес предусмотрена специальная фрикционная муфта с маховичками, при помощи которых бегунки можно отключить от электропривода.
Универсальность трактора достигается благодаря комплекту сменных узлов и деталей. Сварка большинства швов (за исключением стыковых швов без разделки кромок) производится по копиру, однако предусмотрена возможность направления электрода по оси шва вручную с помощью корректора и указателя.
При сварке стыковых швов, собранных с зазором или разделкой кромок, и угловых швов «в лодочку», передние ролики ходового механизма, устанавливаемые вместо колес 1, двигаются по разделке шва или по углу, образованному свариваемыми листами и, таким образом, направляют весь трактор по шву. При сварке угловых швов наклонным электродом, особенно при сварке швов малого сечения применяется двойное копирование: грубое направление трактора по шву - самокопированием за счет перекоса трактора, а точное - качанием мундштука трактора.
Трактор ТС - 17 - Р может двигаться и по направляющей линейке, укладываемой на изделии параллельно шву. Направляющая линейка неудобна в эксплуатации, так как требует предварительной точной укладки. Поэтому применять направляющую линейку рекомендуется в исключительных случаях, например, при сварке очень коротких изделий, или когда передвижение трактора по изделию невозможно.
Характерной особенностью трактора ТС - 17 - Р является расположение электрода, близкое к вертикальной оси, проходящей через центр тяжести трактора. Этим создаются весьма благоприятные условия при сварке круговых швов внутри сосудов, так как трактор располагается в наинизшей - точке окружности и поэтому не имеет тенденции сползать вниз под действием собственного веса.
При сварке внутренних круговых швов трактор движется по барабану со скоростью, равной окружной скорости вращения барабана, но в обратном направлении. Благодаря этому трактор фактически стоит на месте, а барабан движется под ним с заданной скоростью сварки.
Точная синхронизация движения трактора и барабана возможна лишь при очень сложной электрической связи между ними. Практически трактор и барабан будут иметь неодинаковую скорость, следовательно, трактор будет либо отставать, либо забегать вперед. Лучше если трактор отстает, так как это отставание легко компенсировать периодическими остановками вращателя без остановки трактора и без нарушения процесса сварки. При забегании трактора вперед его необходимо время от времени останавливать, г. е. прерывать сварку, что снижает качество сварного соединения и производительность автомата. Поэтому при подборе рабочих скоростей для трактора берется несколько меньшая скорость, чем для барабана. В процессе сварки вращатель периодически останавливается при помощи кнопки дополнительного пульта управления.
Трактор ТС - 17 - Р работает с постоянной скоростью подачи электрода, не зависящей от напряжения дуги. На рис. 1 приведен вариант принципиальной схемы установки, состоящей из трактора и роликового стенда. Управление трактором при сварке и вспомогательных работах такое же, как и головкой АБС, поэтому здесь ограничимся только пояснениями, связанными с работой стенда.
Включение роликового стенда производится следующим образом. При нажатии кнопки «Пуск» одновременно с включением двигателя трактора замыкается нормально разомкнутый контакт реле РП1 в цепи переключателя П. В зависимости от положения переключателя 17, устанавливаемого перед сваркой, напряжение подается на катушку В или Н реверсивного пускателя ВН. Пускатель срабатывает и подключает к сети двигатель роликового стенда, вращающего изделие в заданном направлении. Периодическая остановка роликового стенда производится переключателем П. Перед сваркой переключатель П становится в нейтральное положение. Тогда при включении кнопки «Пуск» двигатель роликового стенда не включается. Для управления двигателем роликового стенда при установочных операциях служат кнопки «Назад», «Вперед», «Стоп».
Конструкцией трактора ТС - 17 - Р предусмотрено, что электрод может находиться не только в пределах колесной базы трактора, но и вне ее, т. е. может быть вынесен на сторону, что необходимо, например, при приварке сферического днища к обечайке.
Из всех сварочных автоматов трактор ТС - 17 - Р наиболее распространен в промышленности. Достоинство этого трактора - простота схемы и конструкции, компактность, малый вес, большая надежность, удобство сварки угловых швов («в лодочку» и наклонным электродом), а также швов внутри сосудов. Его недостаток - сложность перестройки режима сварки. Поэтому он удобен при массовом и крупносерийном характере производства, где нет необходимости в частой перестройке.
Наряду с одномоторными наша промышленность выпускает двухмоторные сварочные тракторы. В этих тракторах механизмы подачи электрода и движения снабжены отдельными электродвигателями, что приводит к усложнению конструкции и ее утяжелению,
Коромысло может поворачиваться в хомуте, которым оно прикрепляется к стойке 3. Стойка с коромыслом может быть повернута вокруг вертикальной оси на 180° (по 90° в каждую сторону от продольной оси тележки трактора). Комбинируя повороты в трех шарнирах, можно придавать электроду различные положения в пространстве. Закрепление головки в требуемом положении прои.з - водится рукоятками 8 и И, маховичком 5. Кроме того, в тракторе
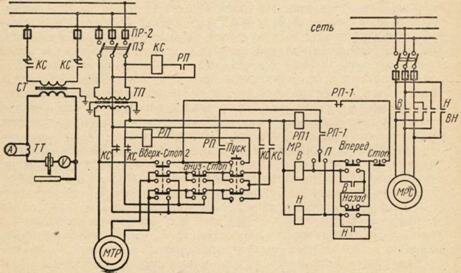
Рис.1 Принципиальная электрическая схема установки, состоящей из сварочного трактора и роликового стенда:
Мтр - двигатель трактора, Мрс - двигатель роликового стенда, СТ - сварочный трансформатор, КС - контактор силовой, РП и РП1 - промежуточные реле, ТП - трансформатор понижающий, ТТ - трансформатор тока, ПВ - пакетный выключатель
но зато увеличивает универсальность аппарата. Отдельные двигатели позволяют применять автоматическое регулирование дуги.
Двухмоторным сварочным трактором является автомат АДС - 1000 - 2 (рис. 2). Он представляет собой четырехколесную тележку 1, на которой укреплены сварочная головка 13 с механизмом подачи электродной проволоки, кассета 7 для электродной проволоки, бункер 10 для подачи флюса и пульт 6 управления процессом сварки. Тележка движется по рельсовому пути либо, в редких случаях, непосредственно по изделию. Колеса тележки имеют резиновые шины. Рельсовый путь размещается на изделии или на отдельном стеллаже. Необходимость в применении рельсового пути снижает эксплуатационные свойства трактора, так как требует точной выверки рельса относительно шва.
Головка 13 с бункером 10 закрепляется на коромысле 9 на шарнире, фиксируемом зубчатыми полумуфтами. Такое крепление позволяет устанавливать головку для сварки наклонным электродом.
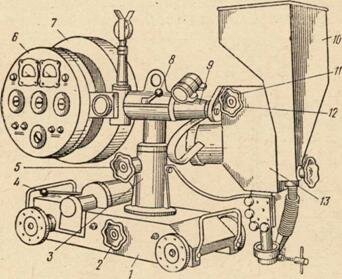
Рис. 2 Сварочный трактор АДС - 1000 - 2
1 - тележка, 2 - поперечный корректор, 3 - стойка, 4 - рукоятка муфты, 5 - маховик фиксатора, 6 - пульт управления, 7 - кассета, 8 - рукоятка, 9 - коромысло, 10 - бункер для флюса, 11 - рукоятка, 12 - вертикальный корректор, 13 - головка
обеспечен подъем и опускание токоподводящего мундштука на 80 мм маховичком 12 и перемещение стойки перпендикулярно шву на 60 мм маховичком 2.
Для перекатывания трактора вручную привод тележки может отключаться при помощи муфты, управляемой рукояткой 4.
Трактор обеспечивает автоматическое регулирование напряжения дуги. Электрическая схема трактора приведена на рис. 3. Генератор ГГ двигателя подачи МГ и генератор ГК двигателя тележки МК выполнены в одном блоке и вращаются от асинхронного двигателя ДАГ. Схема действия автоматического регулятора скорости подачи в зависимости от напряжения дуги. Требуемое напряжение дуги устанавливается регулятором РИД в цепи обмотки ГГ1. Для расширения диапазонов! режимов сварки в цепь обмотки ГГ2 включено добавочное сопротивление СБ1, шунтируемое выключателем ВШ. Для наладочных.
операций нажатием кнопок «Вниз», «Вверх» включается та или иная обмотка генератора. Для перемещения трактора служит двигатель МК. Изменение направления движения трактора осуществляется пакетным переключателем ПИК, включение двигателя - Л11С - выключателем ВХК. Плавное регулирование скорости движения трактора (скорости сварки) производится с помощью потенциометра РСК.
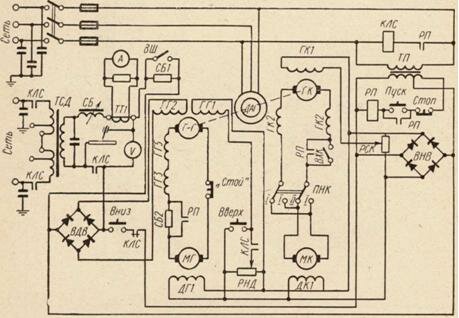
Рис. 3 Принципиальная электрическая схема трактора АДС - 1000 - 2;
ТСД - сварочный трансформатор, ГГ - генератор головки, ГГ1 - независимая обмотка возбуждения, ГГ2 - дуговая обмотка возбуждения, ГГ3 - последовательная обмотка возбуждения, ГК - генератор каретки, ГК1, ДГ1, ДК1 - независимые обмотки возбуждения, КЛС - контактор, ПНК - переключатель направления каретки, ВХК - выключатель холостого хода, РСК - регулятор скорости каретки, РНД - регулятор напряжения дуги, РП - реле промежуточное, СБ - дроссель, ВНВ - выпрямитель независимого возбуждения, ВДВ - выпрямитель дугового возбуждения, СБ2 - балластное сопротивление, ТП - трансформатор понижающий, ТТ1 - трансформатор тока, А - амперметр, V - вольтметр
Недостатком трактора АДС - 1000 - 2 является достаточно сложная электрическая схема, большой вес и габаритные размеры, что значительно сужает области его применения. Необходимость применения в большинстве случаев рельсового пути для перемещения относит его к автоматам рельсового типа.
Сварочный трактор ТС - 35 относится к универсальным автоматам для сварки под флюсом и в среде защитных газов стыковых, угловых и нахлесточных соединений. Повторяя многие конструктивные особенности трактора ТС - 17 - Р (сменные узлы, расположение мундштука близко к центру тяжести, возможность копирования шва и др.), трактор ТС - 35 имеет следующие существенные отличия:
1. Механизм подачи проволоки и ходовой механизм снабжены отдельными двигателями 1 и 2 (рис. 4), что расширяет технологические возможности трактора.
2. Сварка может выполняться не только под флюсом, но и в среде СО2. Мундштук для этого способа сварки снабжен газозащитным охлаждаемым водой соплом.
Принципиальная электрическая схема трактора приведена на рис. 5. При нажатии кнопки К1 «Пуск» срабатывает реле РП1, включающее реле времени РВ и силовой контактор КС. Реле РП1
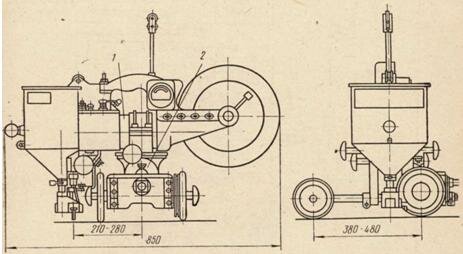
Рис. 4 Трактор ТС - 35, настроенный для сварки вне колесной базы:
1 - головка, 2 - ходовой механизм
блокирует кнопку К1. При замкнутом на изделие электроде реле напряжения РН остается в отключенном положении и своим размыкающимся контактом включает реле РП2, которое включает двигатель М1 на отрыв электрода от изделия. После возбуждения дуги срабатывает реле РН и через реле РП3 реверсирует двигатель М1. Одновременно с подачей проволоки в дугу включается двигатель М2 ходовой тележки и начинается сварка.
При нажатии кнопки К2 «Стоп» отключаются реле РП1 и РП3, прекращается подача проволоки и трактор останавливается. Через 2 - 3 с отключается обесточенное реле РВ, которое выключает силовой контактор КС. За это время происходит заварка кратера.
В связи с тем, что сварка тонкой проволокой в углекислом газе производится при меньших напряжениях дуги, в цепи реле РН включено дополнительное сопротивление д, часть которого отключается переключателем ПЗ. Для наладочных операций служат кнопки подачи проволоки КЗ (вверх) и К4 (вниз) и реле РП2 и РП3. На пульте управления трактором расположены кнопки К7 (больше) и К8 (меньше) для управления возбуждением сварочного преобразователя или трансформатора.
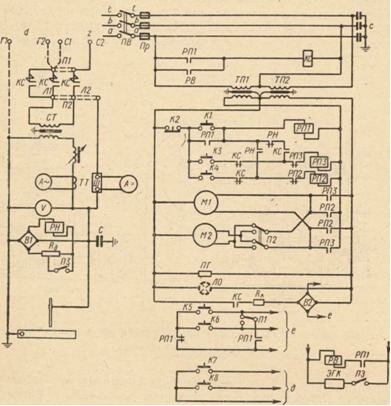
Рис. 5 Принципиальная электросхема трактора ТС - 35:
Г1, Г2 - зажимы генератора, С1, С2, Л1, Л2 - зажимы, П1, П2 - перемычки, СТ - сварочный трансформатор, А - амперметр, ТТ - тpaнcформaтop тока, Ш - шунт, V - вольтметр, В1, В2 - выпрямители, Rд - сопротивление, С - защитный конденсатор, ПВ - выключатель, Пр - предохранитель, ТП1, ТП2 - понижающие трансформаторы, ПГ - подогреватель газа, ЛО - лампа освещения, Rк - сопротивление, П1 - переключатель (вперед, выключено, назад), П2 - переключатель (вперед, назад), П3 - переключатель сварки, ЭГК - электромагнит отсекателя газа, К2 - «Стоп», К5 - вперед, К6 - назад, d - от сварочного генератора, е - в схему управления электродвигателем вращателя (роликового стенда), д - в схему управления источником сварочного тока (регулирование величины тока)
1. Если в автоматах АБС или ТС - 17 - Р возбуждение дуги и заварка кратера производятся, в определенной степени, вручную (при нажатии кнопки «Пуск» электрод отрывается от изделия и вновь подается вниз после того, как оператор отпустил кнопку; для прекращения процесса следует нажать кнопку «Стоп 1» и после обрыва дуги кнопку «Стоп 2»), то в тракторе ТС - 35 это выполняется автоматически при помощи реле РН и РВ.
2. Трактор ТС - 35 может производить сварку как на постоянном, так и на переменном токе, без существенного изменения схемы (наличие трансформатора тока ТТ и шунта Ш, зажимов ГГ2, а также С1, С2, Л1 и Л2 и т. д.).
По специальному заказу трактор может выпускаться с двигателями постоянного тока, обеспечивающими плавное регулирование скоростей сварки и подачи. Скорость подачи может быть постоянной, независящей от напряжения дуги, или автоматически регулируемой в зависимости от напряжения.
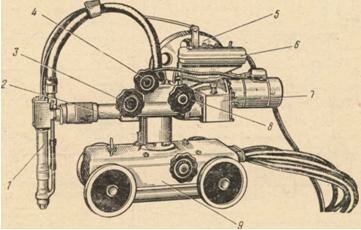
Рис. 6 Сварочный трактор АДПГ - 500:
1 - горелка, 2 - коромысло, 3 - фиксатор, 4 - вертикальный корректор. 5 - катушка, 5 - пульт управления, ,7 - механизм подачи, 8 - поперечный корректор, 9 - каретка ходового механизма
Сварочный автомат АДПГ - 500 (рис. 6) предназначен для сварки проволокой диаметром 0,8 - 2,5 мм на токах до 500 А. Он состоит из трактора, выносного пульта управления 6, источника питания и шкафа с аппаратурой управления (на рисунке не показаны). На одном конце коромысла 2 трактора смонтирована система подающих роликов и горелка 1, на втором - механизм подачи 7 и катушка 5 для проволоки. Каретка 9 ходового механизма представляет собой штампованный корпус, в котором смонтирован привод механизма перемещения трактора. Для лучшего сцепления легкого трактора с поверхностью, по которой он движется, все бегунки выполнены ведущими, для чего оси передних и задних бегунков связаны приводной шарнирной цепью.
Механизм подачи электродной проволоки состоит из электродвигателя постоянного тока с регулируемой скоростью вращения и вала, заключенного в коромысле 2. На конце вала расположен ведущий ролик подачи проволоки.
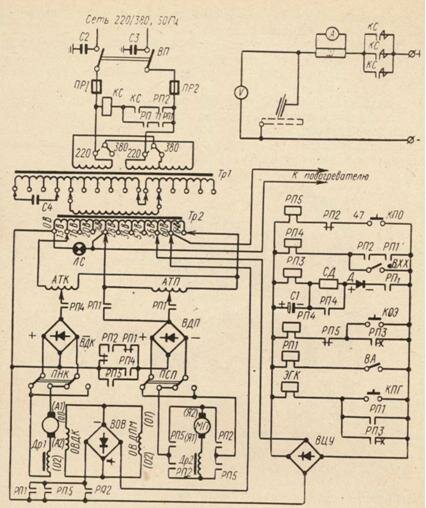
Рис. 7 Принципиальная электросхема сварочного трактора АДПГ - 500:
ТР1, ТР2 - трансформаторы, КС - контактор силовой, ЭГК - газовый клапан, МПМ - двигатель подачи электрода, ДР1, ДР2 - дроссель, А, V - измерительные приборы, ВП - выключатель, ПСП - переключатель ступеней скорости подачи, ВЦУ - выпрямитель цепей управления, ВДП, ВОВ - выпрямители, Д - диод, СД - резистор, С1, С2, С3, С4 - конденсаторы, РП1, РП2, РП3, РП4, РП5 - реле, КПЭ - кнопка подъема электрода, КОЭ - кнопка опускания электрода, КПГ - продувка газа
Редуктор имеет два диапазона скоростей подачи. Переключение диапазонов осуществляется переналадкой редуктора. В каждом диапазоне скорость подачи плавно изменяется автотрансформатором АТП (рис. 7). Водоохлаждаемая сварочная горелка снабжена соплом, устанавливаемым на двух уплотнительных кольцах по типу горелки полуавтомата ПДПГ - 500. Сварочный ток подводится проводом, уложенным внутри резиновой трубки, по которой циркулирует охлаждающая вода.
Электрическая схема трактора имеет много общих элементов со схемой полуавтомата ПДПГ - 500 и отличается от нее тем, что дополнена блоком для питания якоря двигателя каретки МК, состоящего из автотрансформатора АТК и выпрямителя ВДК. Направление движения тележки определяется переключателем ПНК. Для перемещения трактора без сварки замыкается выключатель ВХХ, шунтирующий контакты пускателя.
Для пуска автомата замыкаются контакты ВА в цепи катушки промежуточного реле РП1.
Настройка трактора осуществляется поворотом коромысла, который фиксируется зажимом 3. Трактор снабжен механизмами поперечной 8 и вертикальной 4 корректировки. Фиксатор 3 служит для выдвижения трубы коромысла.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|

