|
Универсальный сварочный автомат АБС, схема которого показана на рис. 1, предназначен для дуговой сварки под флюсом продольных и круговых, стыковых, угловых и нахлесточных соединений. Он состоит из трех узлов А, Б, С, каждый из которых специализирован для выполнения определенных операций.
Узел А - простейшая подвесная сварочная головка, состоящая из механизма подачи, мундштука и пульта управления.
Узел Б - бункер с флюсоаппаратом для подачи и отсоса флюса и подъемным механизмом для передвижения головки по вертикали.
Узел С - самоходная тележка, осуществляющая передвижение головки вдоль свариваемого изделия.
Используя только узлы А и Б, можно получить тяжелую подвесную головку АБ, снабженную механизмом для ее подъема и опускания, и флюсоаппаратом.
Автомат типа АБС работает по схеме с постоянной скоростью подачи электрода, независимой от напряжения дуги. Скорость подачи настраивается при помощи сменных шестерен.
Кнопки «Вниз - стоп 1» и «Вверх - стоп 2» имеют по два назначения каждая: при отключенной сварочной цени они выполняют операции «Вниз» и «Вверх» и служат для управления двигателем М1 механизма подачи при вспомогательных операциях. Это обеспечивается соответствующим включением нормально замкнутых и нормально разомкнутых контактов силового контактора КТ.
Начало сварки производится кнопкой «Пуск», которая включает промежуточное реле РП в цепи катушки контактора КТ. Последний включает сварочное напряжение и контакты КТ в цепи двигателя подачи. В первый момент, пока кнопка «Пуск» еще нажата, двигатель М1 вращается в направлении, соответствующем подъему проволоки. Между проволокой и изделием возникает дуга.
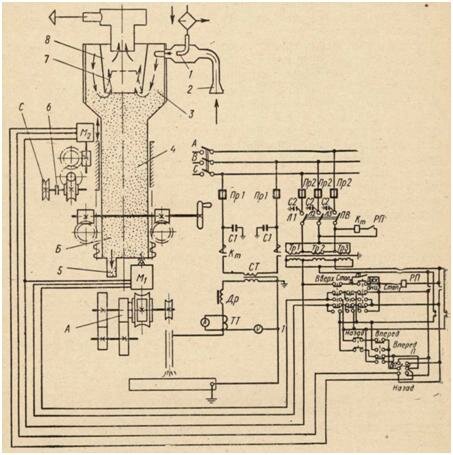
Рис. 1 Электропневмокинематическая схема аппарата АБС:
1 - эжектор, 2 - флюсоотсос, 3 - флюсоаппарат, 4 - штанга, 5 - штуцер, 6 - муфта фрикционная, 7 - фильтр, 8 - циклон
При возвращении кнопки «Пуск» в исходное положение двигатель подачи реверсируется и проволока начинает подаваться в зону сварки.
При включенной сварочной цепи кнопки «Вниз - стоп 1» и «Вверх - стоп 2» прекращают процесс сварки. Нажатием кнопки «Стоп 1» прекращается подача электрода, после чего электрод обгорает до обрыва дуги. Последующим нажатием кнопки «Стоп 2» отключается силовой контактор.
Кнопка «Пуск» через контактор КТ включает также двигатель М2 механизма движения. Направление его вращения определяется переключателем Я. Для управления двигателем тележки при отключенном сварочном напряжении служат кнопки «Вперед» и «Назад», включающие двигатель тележки только на то время, пока они нажаты.
Режим сварки контролируется по амперметру А и вольтметру V.
В автомате АБС щтанга 4 (рис. 1) механизма вертикального перемещения сварочной головки выполнена пустотелой и вместе с бункером 3 служит для беспрерывной подачи флюса в зону сварки и отсоса нерасплавленной его части. Под действием струи сжатого воздуха, выходящей из сопла эжектора 1, во всасывающей трубе 2 создается разрежение, благодаря которому туда засасывается струя смеси воздуха с флюсом. Попадая в бункер 3, струя теряет скорость и флюс падает на дно бункера и в полую штангу 4, откуда через штуцер 5 и гибкий рукав поступает в зону сварки. Воздух через фильтр 7, встроенный в циклон 8, выходит наружу. Флюсоаппарат рассчитан на одновременную ссыпку и отсос неиспользованного флюса.
Механизм передвижения головки вдоль шва представляет собой трехроликовую тележку велосипедного типа, движущуюся по рельсовому пути, расположенному в вертикальной плоскости. Тележка снабжена двигателем переменного тока, редуктором со сменными шестернями и упорным роликом. Для нерабочего перемещения тележки вручную предусмотрено отключение бегунков от привода при помощи ручного фрикционного механизма 6. Для облегчения хода механизм тележки смонтирован на шариковых подшипниках.
Большинство подвесных и самоходных автоматов предназначены для сварки под флюсом. Поэтому они снабжены аппаратурой для подачи флюса и для уборки нерасплавленной его части для повторного использования. Применяются две схемы циркуляции флюса. В первый отсос производится непосредственно со шва на расстоянии не менее 250 - 300 мм от дуги, когда шлак уже успеет затвердеть. По второй схеме флюс отсасывается из флюсоприемника, куда он ссыпается во время сварки. Первая схема применяется в установках для сварки относительно длинных прямолинейных и круговых швов; вторая - при сварке наружных круговых швов малого диаметра и коротких продольных швов.
Флюсоаппараты могут быть органически встроены в конструкцию сварочного аппарата или прилагаться в виде отдельных узлов. Флюсоаппараты бывают трех систем: а) всасывающие, у которых вся полость бункера находится под разрежением; б) нагнетательные, у которых флюс транспортируется сжатым воздухом; в) всасывающе - нагнетательные (смешанной системы), работающие на одних участках пути разрежением, а на других - сжатым воздухом.
По характеру циркуляции флюса перечисленные аппараты могут быть: с непрерывной циркуляцией, осуществляющие одновременную ссыпку, и всасывание флюса в бункер; с периодической циркуляцией, осуществляющие одновременную ссыпку и всасывание флюса с периодическим пополнением бункера всасываемым флюсом; без циркуляции, осуществляющие только всасывание или нагнетание флюса.
В простейших флюсоап - паратах ссыпка флюса производится из бункера или дозатора с периодическим его пополнением.
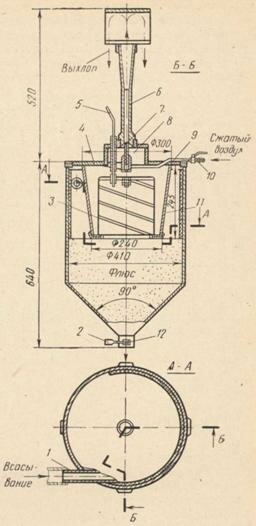
Рис.2 Флюсоаппарат всасывающего действия:
1 - всасывающая труба, 2 - шибер, 3 - фильтр, 4 - крышка, 5 - рукоятка фильтра, 6 - диффузор, 7 - сопло, 8 - вакуум - камера, 9 - трубопровод, 10 - кран, 11 - циклон, 12 - ссыпной патрубок
Флюсоаппарат всасывающего действия (рис. 2) представляет собой бункер с пневматическим эжектором и флюсоотделяющим устройством. К верхней части бункера присоединена всасывающая труба 1. Шибер 2 перекрывает ссыпной патрубок 12 во время отсоса флюса. Бункер закрыт герметичной крышкой 4, на которой смонтирован эжектор, состоящий из вакуум - камеры 8, сопла 7 и диффузора 6. Эжектор создает в бункере разрежение, благодаря которому и засасывается флюс.
При входе в циклон И смесь флюса с воздухом теряет скорость, флюс отделяется от воздуха и падает на дно. После отделения крупного флюса воздух, со - держащий мелкую пыль, устремляется вверх и попадает в фильтр 3, где отделяется пыль. Воздух через диффузор 6 выходит в атмосферу. Для периодической очистки фильтра от пыли он снабжен рукояткой 5. Бункер с внутренней стороны облицован резиной или износостойким слоем, предохраняющим его стенки от износа и уменьшающим измельчение флюса.
При высоте всасывания до 4 м, длине всасывающего трубопровода до 7 м и давлении в сети сжатого воздуха 4 - 5 атм производительность флюсоаппарата равна 10 - 12 кг флюса в минуту. Скорость воздуха во всасывающей трубе должна быть не менее 12 м1с.
В аппаратах всасывающего действия вместо эл<ектора можно применять вентиляторы с электрическим приводом или вакуум - насосы.
Недостатком аппаратов всасывающего действия является невозможность одновременного отсоса и ссыпки флюса, так как вследствие разрежения в бункере создается противодавление в ссыпной трубе, задерживающее ссыпку флюса. Поэтому они применяются в установках периодического действия или для обслуживания легких маневренных автоматов, снабженных только ссыпным бункером.
Флюсоаппарат смешанного действия рассмотрен нами ранее (см. рис. 1). Он осуществляет одновременную ссыпку и огсос неиспользованного флюса. Это оправдывает применение таких аппаратов при сварке длинных щвов. Их недостатками являются; повышенное дробление флюса, повышенный износ и возможность увлажнения флюса струей сжатого воздуха.
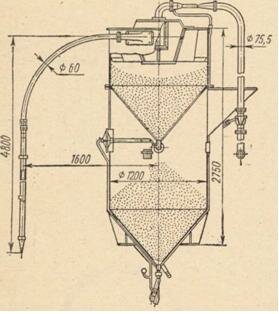
Рис.3 Двухкамерный флюсоаппарат
Наиболее рациональным является двухкамерный флюсоаппарат (рис. 3), у которого верхняя камера, построенная по принципу аппаратов всасывающего действия, заслонкой отделена от нижней. Заслонка периодически открывается, пропуская в нижнюю камеру большие порции флюса. Из нижней камеры флюс ссыпается под действием собственного веса.
Недостатком двухкамерных флюсоаппаратов являются их большие размеры и необходимость периодического пересыпания флюса Перечисленные флюсоаппараты предназначены, главным образом, для отсоса флюса. В тех случаях, когда нужна принудительная подача флюса в зону сварки, применяются элеваторы, ленточные траспортеры и другие механические или пневматические устройства.
Примером может служить рассмотренный ранее флюсоаппарат нагнетательного действия. Недостатки флюсоаппаратов этого типа выражаются в ненадежной работе: при остановках процесса в шланге, особенно на перегибах, образуются флюсовые пробки.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|

