|
Наряду с универсальными аппаратами толкающего типа существует большое число полуавтоматов более узкого назначения. К специальным типам относятся полуавтоматы для сварки в монтажных условиях и в стесненных пространствах, в том числе полуавтоматы тянущего типа для сварки цветных металлов и т. п. Рассмотрим некоторые из них.
Полуавтомат А - 1114 для сварки в монтажных условиях
При сварке в монтажных условиях или на строительной площадке, на большой высоте удобен полуавтомат А - 1114, предназначенный для сварки голой активированной проволокой. Сварка производится на постоянном токе обратной полярности.
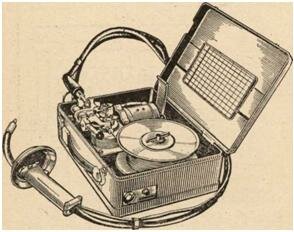
Рис. 1. Внешний вид полуавтомата А - 1114
Механизм подачи и катушка с проволокой расположены в чемодане (рис. 1). Он компактен, имеет небольшой вес и может легко переноситься сварщиком к новому месту работы. Катушка для электродной проволоки и механизм подачи изолированы от корпуса чемодана и поэтому полуавтомат может быть установлен непосредственно на свариваемое изделие. На кожухе механизма подачи расположены: кольца для крепления хвостовика гибкого направляющего шланга, клемма для подключения кабеля от сварочного генератора и токоподвода к горелке, гнездо для подключения проводов к кнопке на рукоятке горелки и гнездо для подключения обратного провода.
, Электрическая схема полуавтомата обеспечивает питание двигателя МП подачи проволоки от сварочного генератора Г без каких - либо переменных сопротивлений или других средств регулирования оборотов двигателя. Поэтому скорость подачи проволоки настраивается ступенями сменой подающих роликов. В пределах каждой ступени скорость меняется за счет изменения напряжения на клеммах генератора Г.
Упрощение электрической схемы достигается также тем, что второй провод питания двигателя подачи МП и обмотки возбуждения ОВДП подключен через массу к свариваемому изделию таким образом, что само изделие служит проводником тока, питающего двигатель.
В полуавтомате А - 1114 применена бесконтакторная схема, когда мундштук горелки при включенном генераторе постоянно находится под напряжением. Такая схема требует аккуратного обращения с горелкой во избежание замыкания мундштука на изделие, однако это неудобство полностью окупается простотой и дешевизной аппаратуры. Электрическая схема обеспечивает дистанционное включение и выключение подачи проволоки кнопкой К, расположенной на рукоятке горелки. При нажатии кнопки срабатывает реле Р, которое замыкает свой нормально открытый контакт Р и размыкает свой нормально закрытый контакт Р в цепи двигателя. При этом начинается процесс сварки, который продолжается до тех пор, пока нажата кнопка.
Полуавтомат ранцевого типа ПДГ - 304
Полуавтомат ранцевого типа ПДГ - 304 (рис. 2) также предназначен для сварки в монтажных условиях, когда сварщик в процессе работы должен непрерывно перемещаться по большой площади и сварка ведется во всех пространственных положениях. Механизм подачи электродной проволоки, катушка и пульт управления смонтированы на пластмассовой пластине, снабженной ранцевыми ремнями для переноски их на спине. Такая компоновка полуавтомата позволяет пользоваться коротким направляющим шлангом, что повышает надежность подачи проволоки.
Механизм подачи электродной проволоки 8 представляет собой шестеренчатый редуктор с двигателем постоянного тока и двумя парами подающих роликов. Ролики проталкивают проволоку через сменный гибкий направляющий шланг 6 типа КН. Типоразмер шланга выбирается в зависимости от диаметра проволоки: для проволоки диаметром 0,8 - 1,2 мм - шланг КН - 2,5, для проволоки диаметром 1,6 - 2,0 мм - шланг КН - 3,2.
Полуавтомат ПДГ - 304 предназначен для сварки как протяженных швов, так и для сварки отдельными точками. В первом случае применяется стандартная горелка 5. Схема полуавтомата обеспечивает плавное регулирование скорости подачи потенциометром, настроечное перемещение электрода вперед и назад, предварительную продувку газового канала, автоматическое растяжение дуги для заварки кратера и выдержку перед выключением газа по окончании сварки.
Для сварки отдельными точками горелка снабжается сменной приставкой 3 с рукояткой 4, соплом 1 и упорными шпильками 2.
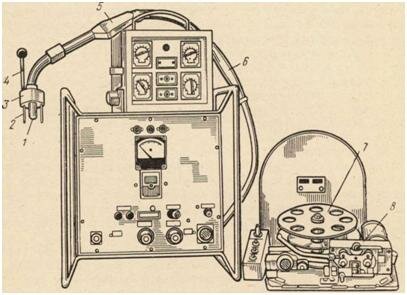
Рис. 2 Полуавтомат ПДГ - 304 ранцевого типа:
1 - сопло, 2 - упор, 3 - приставка, 4 - рукоятка, 5 - горелка, 6 - шланг, 7 - катушка, 8 - механизм подачи
Соответственно электрическая схема, кроме перечисленных выше операций, обеспечивает заварку точек на двух ступенях сварочного тока с регулируемой выдержкой времени, плавное регулирование скорости подачи и автоматическое управление режимом работы.
Полуавтомат ПШП - 10
Полуавтомат ПШП - 10 (тянущего типа) предназначен для сварки в среде защитного газа постоянным током деталей из алюминия и его сплавов, а также сталей толщиной от 1,5 мм и выше. Он состоит из горелки пистолетного типа (рис. 3), шлангового провода, катушки с электродной проволокой и шкафа с приборами и аппаратурой управления. В тянущую горелку встроен подающий механизм, ролики 1 которого вращаются через редуктор 2 от электродвигателя 3. Проволока 4 поступает в зону сварки, защищенную соплом 5, через мундштук и наконечник. Электрическая схема полуавтомата обеспечивает подачу проволоки со скоростью, которая не зависит от напряжения дуги. Скорость может настраиваться путем изменения числа оборотов двигателя. Горелка охлаждается проточной водой.
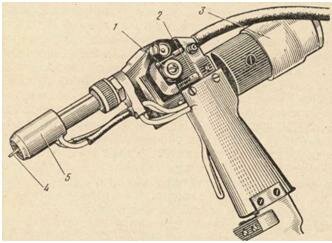
Рис. 3. Пистолет полуавтомата ПШП - 10:
1 - подающие ролики, 2 - редуктор, 3 - двигатель, 4 - проволока, 5 - сопло
Полуавтомат ПДА - 300
Полуавтомат ПДА - 300 (тяни - толкающего тина) предназначен для сварки постоянным током проволокой из алюминия и его сплавов диаметром 1,6 - 2 мм. Механизм подачи проволоки состоит из двух частей: основной проталкивающей проволоку через шланг, и вспомогательной (рис. 4), встроенной в горелку, которая вытягивает проволоку из шланга и проталкивает ее через мундштук и наконечник в дугу.
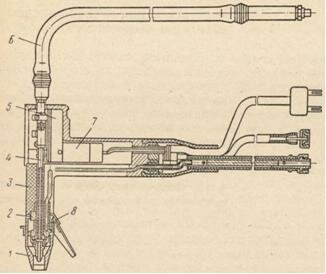 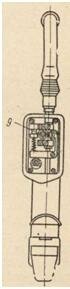
Рис. 4 Тянущий механизм полуавтомата ПДА-300
1-сопло, 2-резиновые кольца, 3-корпус горелки, 4-мундштук, 5-редуктор, 6-шланг, 7-двигатель, 8-наконечник, 9-подающие ролики
Горелка пистолетного типа собрана на пластмассовом корпусе 3, внутри которого смонтирован малогабаритный двигатель постоянного тока 7, редуктор 5 и два подающих ролика 9. Кроме того, горелка имеет прямой мундштук 4 с наконечником, систему подачи газа и газозащитное сопло 1, одеваемое на корпус на двух резиновых кольцах 2, обеспечивающих герметичность полости, в которой циркулирует вода, охлаждающая горелку. Масса сварочных горелок (без шлангов) составляет 0,9 кг.
Толкающий механизм подачи снабжен двигателем постоянного тока и электрической схемой управления, аналогичной схеме полуавтомата ПДПГ - 500. Однако в схеме полуавтомата ПДА - 300 автотрансформатор Тр питает как основной толкающий двигатель, так и двигатель 7 тянущего механизма. Кроме того, предусмотрен второй автотрансформатор, который служит для согласования напряжений на якорях обоих двигателей таким образом, чтобы скорость подачи вспомогательного тянущего механизма была несколько больше скорости подачи основного механизма.
Вследствие малой надежности двигателя тянущей части полуавтомата, а также сложности взаимной настройки обоих двигателей и большой массы горелки полуавтомат ПДА - 300 не нашел широкого применения.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|

