|
Конструктивные особенности сварочного полуавтомата определяются способом дуговой сварки (сплошной или порошковой, проволоками, под флюсом, в СО2, в инертных газах и т. д.). В то же время основные узлы этих полуавтоматов остаются одинаковыми, что позволяет за счет замены отдельных узлов или деталей создавать оборудование, пригодное для выполнения различных способов сварки. Из комплекта унифицированных узлов можно создавать сварочные посты и установки для различных условий работы, а также ряд специальных полуавтоматов.
В настоящее время серийно выпускаются универсальные полуавтоматы, в том числе А - 765, А - 1035 и А - 1197. Для надежной подачи порошковых проволок, обладающих малой жесткостью, механизм снабжен двумя парами подающих роликов, причем все ролики являются ведущими.
Наибольший интерес представляет унифицированный полуавтомат А - 1197, предназначенный для сварки сплошной или порошковой проволоками на токах до 500 А.
В зависимости от варианта исполнения полуавтомата он может быть использован для сварки или наплавки в среде углекислого газа, под флюсом или открытой дугой, без внешней защиты (рис. 1). Соответственно полуавтомат может комплектоваться горелкой 1 для сварки в газовой среде или горелкой 11 для сварки открытой дугой. К горелке 11 может присоединяться воронка 12 для сварки под флюсом.
Полуавтомат для сварки в СОг комплектуется газовой аппаратурой. Он может снабжаться либо тележкой 13 и конической катушкой 6 для укладки большой бухты проволоки, либо кронштейном 5 и катушкой 9 малой емкости.
Все полуавтоматы комплектуются горелками для сварки электродными проволоками 0 1,6 - 2 мм. Горелки для сварки электродными проволоками 0 2,5 - 3,5 мм поставляются с полуавтоматами только по специальному заказу. В табл. 1 показаны варианты компоновки полуавтоматов А - 1197.
Таблица 1
| Вариант компоновки |
Назначение |
Диаметр электродной проволоки, мм |
| Стационарный |
Переносной |
Основное исполнение |
Специальное исполнение |
| ПС - 5 - Г1 - 1 |
ПС - 5 - Г2 - 1 |
Сварка и наплавка в углекислом газе электродом сплошного сечения или порошковой проволокой |
1,6 - 2 |
1,6 - 2
2,3 - 3,5 |
| ПС - 5 - Г1 - 2 |
|
Сварка и наплавка в углекислом газе порошковой проволокой |
2,3 - 3,5 |
2,3 - 3,5 |
| |
ПС - 5 - Г2 - 2 |
|
1 ,6 - 2 |
| ПС - 5 - 0Ф - 1 |
|
Сварка и наплавка под флюсом или открытой дугой |
1,6 - 2 |
1,6 - 2 |
| |
ПС - 5 - ОФ - 2 |
|
2,3 - 3,5 |
| ПС - 5 - 01 |
|
Сварка и наплавка открытой дугой порошковой проволокой |
2,3 - 3,5 |
2,3 - 3,5 |
| |
ПС - 5 - 02 |
|
1,6 - 2 |
Конструкция горелок с шлангами разработана по единому принципу: электродная проволока подается по шлангу 2 (рис.1 ) типа КН, не выполняющему никаких других функций. Сварочный ток подается по отдельному токоподводу 3. Параллельно им в общем пучке расположены также провода управления. Для подачи защитного газа монтируется добавочная трубка.
Перечисленные коммуникации соединены стяжками в один пучок, который обладает значительно большей гибкостью, чем общий шланг, содержащий все эти элементы. Это повышает маневренность горелки, меньше утомляет сварщика и облегчает переналадку. Шланг у мест крепления предохраняется от перелома рукояткой или специальным резиновым чехлом.
Механизм подачи может быть изготовлен двух типов: с асинхронным двигателем или двигателем постоянного тока с регулируемым числом оборотов. Проволока подается двумя парами роликов, причем так же, как в полуавтомате А - 765, все четыре ролика - ведущие. Подающие ролики смонтированы на общей приставке 4 и вращаются от ведущей шестерни 5 редуктора механизма подачи 10. Редуктор имеет пару сменных шестерен, позволяющих настраивать скорость подачи отдельными ступенями (при асинхронном двигателе) или изменять диапазоны регулирования (при двигателе постоянного тока).
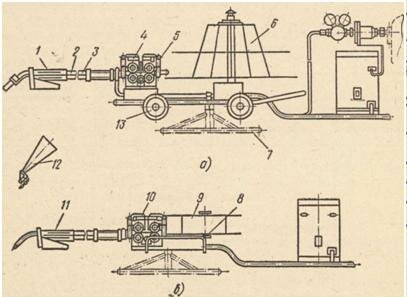
Рис. 1. Общая схема унифицированного полуавтомата А - 1197:
а - передвижная, на тележке, б - переносная;
1, 11 - горелки, 2 - шланг, 3 - провод, 4 - приставка с подающими роликами, 5 - ведущая шестерня, 6 - катушка для проволоки, 7 - сменная подставка (турель), 8 - кронштейн, 9 - катушка, 10 - механизм подачи, 12 - воронка, 13 - тележка
Подающие ролики изолированы от корпуса механизма подачи, что при необходимости позволяет устанавливать механизм непосредственно на свариваемое изделие.
Электрическая схема полуавтомата с плавным регулированием скорости подачи показана на рис. 2. Число оборотов двигателя М настраивается резистором Р9, расположенным на механизме подачи проволоки. Там же расположены: газовый клапан ОГ, переключатель В1 и кнопки КнЗ «Газ» и Кн2 «Электрод». Первая служит для продувки и заполнения газовой магистрали перед началом сварки, другая - для заправки электрода и для наладочных манипуляций.
Для подачи напряжения в схему необходимо включить источник сварочного тока ПС. При этом включается подогреватель ПГ и подается напряжение на обмотку возбуждения ОВМ двигателя подачи. Направление вращения двигателя задается переключателем В1. При нажатии гашетки на горелке (Кн1 "Пуск") напряжение подается на катушку реле Р1, которое включает реле Р2 и через него реле Р3. В дальнейшем замыкается силовой контактор КТ и включается якорная цепь двигателя подачи М.
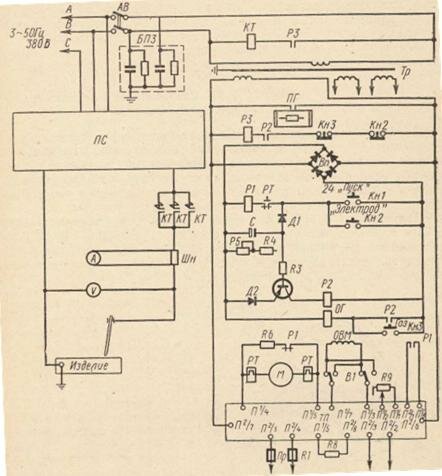
Рис. 2 Принципиальная электрическая схема полуавтомата А - 1197:
АВ - автоматический выключатель, Бп3 - блок помехозащиты, Тр - понижающий трансформатор, Вп - выпрямительный блок, Шн - шунт, А, V - измерительные приборы
При этом размыкается нормально закрытый контакт Р1, шунтирующий якорь этого двигателя, и подается питание на электромагнит газового клапана ОГ. Замыкание электродной проволоки на изделие и последующий ее отрыв при нажатой гашетке приводит к возбуждению дуги и началу процесса.
Электросхема полуавтомата обеспечивает широкий диапазон регулирования скоростей подачи и жесткую механическую характеристику привода.
После размыкания контакта Кн1 «Пуск» отключается катушка контактора, отключается сварочный ток и двигатель подачи проволоки, а после выдержки времени 2 - 6 с происходит отключение газового клапана. Запаздывание выключения ОГ обеспечивается цепочкой С, Р4 и Р5.
Электросхема полуавтомата с асинхронным двигателем аналогична ранее рассмотренным схемам.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|

