|
Электрододержатель предназначен для крепления электрода, подвода к нему сварочного тока и манипулирования электродом при сварке. Электрододержатель должен быть по возможности легким, обеспечивать хороший электрический контакт, позволять вести работу без приложения сварщиком длительного усилия. Кроме того, электрододержатель должен обеспечивать надежное крепление электрода в различных положениях, чтобы исключить возможность изгиба последнего при сварке в труднодоступных местах.
Существуют универсальные и специализированные электрододержатели. Требования к универсальным электрододержателям регламентированы ГОСТ 14651 - 69, определяющим, в частности, основные их параметры см. в таблице ниже.
Таблица
| Номинальный сварочный ток, А |
Ориентировочный диаметр электрода, мм |
Продолжительность работы ПР%, при цикле длительностью 5 мин |
Сечение токоподводящего кабеля, мм2 |
Масса электрододержателя (не более), кг |
| 125 |
1 - 3 |
60
|
25 |
0,35 |
| 315 |
3 - 6 |
50 |
0,50 |
| 500 |
6 - 8 |
70 |
0,70 |
Согласно ГОСТу электрододержатель должен обеспечивать возможность, крепления электрода не менее чем в двух положениях; под углами 90 и 115° к его оси. На смену электрода должно затрачиваться не более 4 сек. Превышение температуры наружной поверхности рукоятки над температурой окружающей среды допускается не более чем на 55° С.
Электрододержатели различаются по способу крепления электрода. Наибольшее распространение получили электрододержатели вилочные и пластинчатые как показано на рисунке 1. Они просты в изготовлении, имеют небольшую массу и позволяют быстро менять и устанавливать электрод под разными углами. Однако они не всегда обеспечивают хороший контакт с электродом, что приводит к подгоранию контактных поверхностей. Эти электрододержатели имеют много незаизолированных металлических поверхностей, что приводит часто к коротким замыканиям.
На рисунке 1 в, показан пружинный электрододержатель рычажного типа. Пружинные и рычажные электрододержатели имеют большие габариты и массу, чем вилочные, и более сложную конструкцию. Они обеспечивают надежный электрический контакт с электродом. Надежная защита всех наружных металлических поверхностей позволяет применять их для работы в местах, опасных в отношении поражения электрическим током.
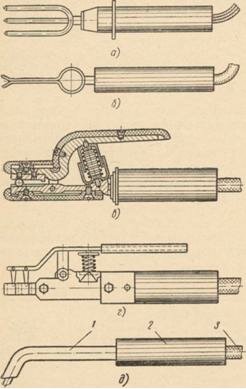
Рис. 1 Различные виды электрододержателей для ручной дуговой сварки
Некоторое распространение получил электрододержатель, позволяющий почти полностью исключить огарки и снизить время крепления электрода в электрододержателе. Безогарковый электрододержатель (рис. 1, д) состоит из стержня 1 с рукояткой 2 и провода 3. Поверхность стержня 1 покрыта изоляционным слоем. Электрод не зажимается, а приваривается к концу стержня за счет возбуждения дуги между торцами и последующего быстрого соприкосновения. В процессе сварки электрод расплавляется полностью, после чего прихватывается следующий электрод. Для ускорения и облегчения прихватки электродов к электрододержателю служит стакан, на дне которого уложена медная или графитовая пластина. Сверху стакан имеет керамическую или асбестоцементную плитку толщиной 20 - 30 мм с отверстиями, в которые углубляются концы электродов. Возникающая при приварке торца электрода к электрододержателю дуга горит внутри плитки, невидимо для глаз.
Наряду с универсальными разработано много специализированных электрододержателей, предназначенных для сварки определенных швов или изделий. Существуют конструкции электрододержателей для сварки несколькими электродами (рис. 1, г) и для сварки трехфазной дугой. Однако они большей частью сложны и тяжелы, что в значительной мере ограничивает применение трехфазной и многоэлектродной сварки.
Статьи по сварке: Ручная дуговая сварка, сварка покрытым электродом
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|

