|
Горелки для шланговой полуавтоматической сварки бывают двух типов: молоткового (рис. 1, а, б, в) и пистолетного (рис. 1, г). Они могут быть предназначены для сварки в защитной газовой среде, под флюсом или для сварки без внешней защиты.
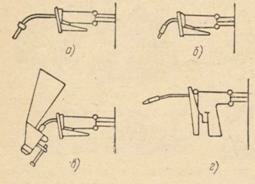
Рис. 1 Типы горелок для полуавтоматической сварки:
а, б, в, - молоткового типа, г - пистолетного типа
Горелки охлаждаются проточной водой, окружающим воздухом или газовой струей. Существуют горелки универсальные или специализированные для сварки определенных швов или изделий. Более подробно конструкции горелок будут рассмотрены при описании конкретных полуавтоматов. Следует, однако, отметить ряд общих особенностей.
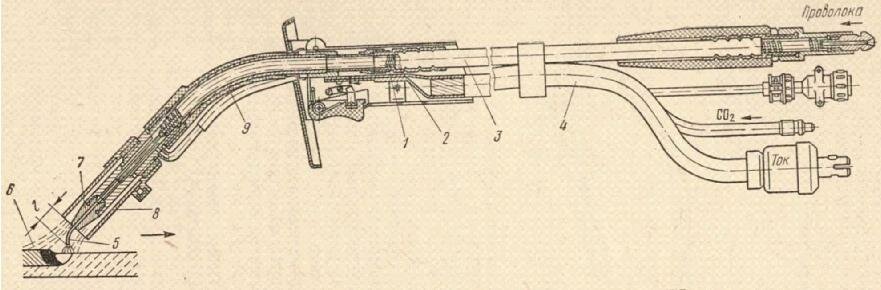
Для достижения маневренности полуавтомата и удобства работы горелка должна быть легкой, малогабаритной, а рука сварщика должна занимать, по возможности, естественное положение. Практически установлено, что масса горелки, без шланга и проводов, не должна превышать 0,4 - 0,6 кг. Процесс сварки будет протекать стабильно, если вылет электрода l (см. рис) при этом будет находиться в определенных пределах (таблицы 1).
Таблица 1 Вылет электрода при сварке в CO2
| Диаметр проволоки, мм |
0,5 |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
| вылет, мм |
Минимальный |
5 |
6 |
7 |
8 |
10 |
13 |
15 |
| Максимальный |
8 |
12 |
13 |
15 |
16 |
20 |
25 |
Так как оптимальные значения вылета сравнительно невелики, то точка контакта проволоки (см. рис) с наконечником 7 должна находиться ближе к дуге.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|


{kind=link}