|
Колебание конца электрода в процессе дуговой сварки создает существенные технологические преимущества (лучшее отделение капель металла и формирование шва, более рассредоточенный нагрев и др.). Параметрами системы колебания являются частота и размах колебания электрода. В зависимости от назначения автомата эти параметры могут колебаться в значительных пределах. При наплавочных работах, для получения широкослойной наплавки применяются системы с размахом до 200 мм и с частотой, соответствующей обычной скорости наплавки. Для скоростной же сварки,, где решающее значение имеет отделение капли и хорошее формирование, частота колебаний достигает 20 в секунду при амплитуде до 5 мм.
Как правило, в системах с высокой частотой колебаний перемещается только контактирующая часть мундштука. Это позволяет уменьшить массу подвижных частей. В автоматах с колебательным движением электрода мундштуки делаются разрезными; подвижная часть подключается к приводу с кривошипно - шатунным колебателем. На рис. 1 показано устройство универсального колебате - ля. Он состоит из электродвигателя постоянного тока 3, редуктора с профилированным кулачком 1 и коромыслом с тросом 2. Коромысло расположено на поворотной вставке. При помощи рукоятки 4 изменяется положение копирного ролика 5 относительно кулачка 1 и тем самым изменяется размах колебания. Частота колебания настраивается изменением оборотов двигателя.
Наличие троса позволяет закреплять механизм колебания в любом месте автомата.
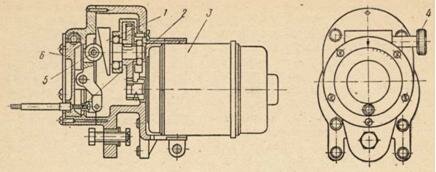
Рис.1 Устройство универсального колебателя:
1 - профилированный кулачок, 2 - трос, 3 - двигатель, 4 - рукоятка поворота копирного ролика, 5 - копирный ролик, 6 - поворотная вставка
|

