|
Один из многих типов сварочных автоматов состоит из сварочной головки 1, механизма 7 сварочного перемещения, системы 8 для подачи флюса и отсоса его нерасплавленной части, механизма 6 перемещения головки по вертикали и крестовины 10 для проволоки.
Основным элементом автомата является сварочная головка. Она осуществляет подачу электродной проволоки и обеспечивает поддержание устойчивого дугового разряда. Головка выполняет в основном те же функции, что и полуавтомат. Она содержит приводной механизм 4 с двигателем 3 и системой подающих роликов 2 и 12, токоподводящий мундштук 13 с устройствами для правки проволоки 11 и для защиты дуги (флюсом 15 или газом). При сварке с поперечным движением электрода головка может быть снабжена колебателем. Для корректировки положения электрода относительно стыка служат поперечный 5, вертикальный и другие корректоры.
Сварной шов при автоматическом процессе может быть получен двумя способами: при неподвижной сварочной головке и при неподвижном изделии.
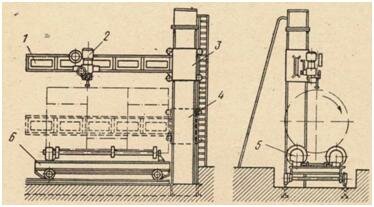
Рис. 1. Схема установки для сварки цилиндрических сосудов самоходной головкой:
1 - рельсовый путь, 2 - сварочный автомат, 3 - подвижная гильза, 4 - колонна, 5 - роликовый стенд, 6 - тележка
В первом случае в сварочной установке должны быть устройства для подвески головки, для ее настроечного перемещения относительно изделия и устройства для перемещения изделия относительно головки в процессе сварки (см. рис. 2), Во втором случае головка или весь автомат перемещается относительно неподвижного изделия. Перемещение головки может осуществляться за счет элементов сварочной установки (например, тележки 3 на рис. 2, при сварке продольных швов) или за счет соответствующих механизмов сварочного аппарата. Автоматы, содержащие, кроме сварочной головки, механизм движения по рельсовому пути 9 (см. рис. выше), расположенный вдоль свариваемых кромок, называют самоходными.
Рельсовый путь может устанавливаться на самом изделии или на металлоконструкции сварочной установки (рис. 1). Самоходные автоматы, которые в процессе сварки движутся непосредственно по свариваемому изделию, называются сварочными автоматами тракторного типа или сварочными тракторами (рис. 2).
При выборе способа перемещения учитываются особенности установки и свариваемого изделия, а также возможные отклонения траектории конца электрода от заданного направления, т. е. от конфигурации свариваемых кромок. В процессе движения сварочного автомата электрод может отклониться в направлении, перпендикулярном оси шва, и по вертикали (совместно с мундштуком).
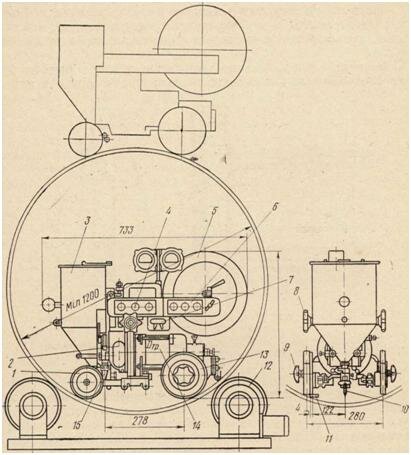
Рис. 2. Схема установки для сварки цилиндрических сосудов сварочным трактором:
1 - бегунок холостой, 2 - механизм подачи, 3 - бункер для флюса, 4 - пульт управления, 5 - кассета с проволокой, 6 - пульт дополнительный, 7 - ртутный выключатель, 8 - поперечный корректор, 9 - фрикцион, 10 - указатель 11 - рельс, 12 - ролик вращателя, 13 - бегунок ведущий, 14 - двигатель, 15 - мундштук
Указанные отклонения возникают вследствие некоторой неизбежной непараллельности шва и рельса, непрямолинейности и неточности сборки свариваемых деталей, неточности баз для установки изделий.
Отклонения электрода в направлении, поперечном шву, приводит к искажению формы шва или к непровару одной из кромок. При сварке угловых швов «в лодочку» это отклонение может привести к подрезам и наплывам. Весьма чувствительны к поперечным отклонениям электрода угловые швы, свариваемые наклонным электродом: даже при незначительном смещении конца электрода от заданной траектории дуга резко перебрасывается на ближнюю к электроду кромку, возникают смещения шва, подрезы и другие дефекты.
Отклонение мундштука сварочного автомата по вертикали приводит к изменению вылета электрода, что также может привести к искажению формы шва и другим дефектам. Увеличение вылета электрода приводит к его перегреву и блужданию электрода относительно оси шва и, следовательно, к поперечным отклонениям. Уменьшение вылета ведет к излишнему нагреву мундштука и даже к его закорачиванию на изделие.
При сварке неподвижной головкой кольцевых швов изделий, имеющих овальность, место сварки будет все время перемещаться («плавать») в пространстве, что приведет к отклонению электрода от оптимальной точки, где должна находиться сварочная ванна.
Для компенсации всех этих отклонений сварочный автомат должен быть снабжен корректировочными механизмами, срабатывающими по команде оператора или автоматически. Следует учесть, что рельсовый путь или устройство для перемещения изделия задают траекторию перемещения всего автомата или некоторых его элементов, например мундштука. Корректировочные механизмы также воздействуют на автомат или на его элементы. Фактически же траектория электрода часто отличается от траектории мундштука вследствие износа последнего, разной кривизны проволоки или имеющихся на ней перегибов, магнитного дутья и т.д. Поэтому аппаратура должна иметь устройства, позволяющие компенсировать н эти отклонения.
Существующие автоматы отличаются друг от друга по назначению (универсальные или специализированные), по способу защиты . - оны сварки (для сварки под флюсом, в среде защитных газов и т. д.), по типу и по числу электродов, по степени автоматизации и т. д. Эти автоматы могут содержать различные механизмы и устройства для выполнения вспомогательных операций.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|


{kind=link}