|
|
Наконечники подразделяются на два типа: 1 - без поджимного контакта, 2 - с контактом поджимным. В наконечниках первой группы постоянство расположения точки контакта с проволокой достигается применением изогнутых мундштуков. В этом случае проволока изгибается и прижимается к наконечнику за счет пружинящих свойств. Чем больше диаметр проволоки, тем надежнее электрический контакт. Для более тонких проволок лучше применять наконечники с периодически поджимаемыми контактами.
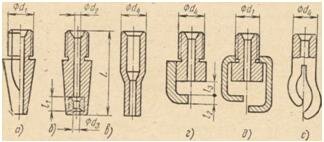
Рис. 1. Токоподводящие наконечники:
а - точеный, б - составной, а - штампованный, г, д. е - с поджимными контактами
Таблица 2
| Диаметр проволоки, мм |
0,5 |
0,8 |
1,0 |
1,2 |
1,6 |
2,0 |
2,5 |
3,0 |
4,0 |
5,0 |
| Величина тока, А |
30 - 60 |
50 - 130 |
70 - 200 |
90 - 315 |
140 - 370 |
200 - 500 |
300 - 630 |
450 - 700 |
650 - 900 |
800 - 1200 |
| d1 |
М6 |
М6 |
М6 |
М6 |
М8 |
М8 |
М8 |
М10 |
М10 |
М10 |
| |
|
М8 |
М8 |
М8 |
|
М10 |
М10 |
|
|
|
| d2 |
0,6 |
0,9 |
1,2 |
1,4 |
1,9 |
2,3 |
2,8 |
3,4 |
4,4 |
5,5 |
| d3 |
0,5 |
1,0 |
1,2 |
1,4 |
|
|
|
|
|
|
| L |
20 |
20 - 25 |
20 - 25 |
20 - 25 |
25 |
25 |
25 |
28 |
28 |
28 |
| |
|
|
|
|
|
28 |
28 |
|
|
|
| |
|
|
|
4 |
4 |
4 - 5 |
4 - 5 |
5 |
5 |
5 |
| l1 |
М6 |
М6 - |
М6 |
|
|
|
|
|
|
|
| d4 |
М8 |
М8 |
М8 |
|
|
|
|
|
|
|
Наконечник может быть точеным (рис. 1, а) или штампованным (рис. 1,в), его изготовляют из меди, латуни и бронзы. Довольно быстрый износ контактирующей поверхности от трения и электрической эрозии заставляет отдавать предпочтение токоподводящим материалам повышенной твердости (хромистым бронзам марки БрХ или бериллиевым марки БрБ), металлокерамическим сплавам и др. На рис. 1,б показан составной наконечник, в который завальцована волока из износостойкого сплава. Применяют волоки из сплавов ВК - 6 и ВК - 8 (ГОСТ 3882 - 67), из медноникелевольфрамовой металлокерамики и т. д. В наконечниках с поджимными контактами (рис. 1, г, д, е) по мере износа токоподводящей поверхности, при нарушении контакта с электродом токоподвод постепенно подгибается. Однако наконечники такого типа сложны, имеют относительно малый срок службы.
В последние годы много работ посвящено сварке предварительно подогретой проволокой за счет увеличения «вылета» электрода. Во избежание «блуждания» конца подогретого электрода горелка после наконечника снабжена направляющей втулкой из неэлектропроводного теплостойкого материала, например стеатита.
Автор: М. Г. Бельфор, В. Е. Патон "Оборудование для дуговой и шлаковой сварки и наплавки"
|

