|
Принципы работы и формирования статических и динамических характеристик коллекторных сварочных генераторов
Сварочные генераторы для ручной дуговой сварки
Сварочные генераторы в основном применяются при ручной дуговой сварке штучными электродами. Как известно, по условиям статической устойчивости дуги в этом случае генератор должен иметь крутопадающие внешние статические характеристики, т. е. напряжение на зажимах генератора должно резко уменьшаться при увеличении сварочного тока.
Это требование объясняется тем, что ручная дуговая сварка наряду с относительно быстрыми изменениями длины дуги, связанными с процессом переноса металла при сварке, обычно сопровождается относительно медленными изменениями длины дуги, связанными с движениями руки сварщика и изменением конфигурации детали. При этих медленных колебаниях длины дуги точка устойчивого горения дуги лежит на внешней статической характеристике сварочного генератора. Если эта характеристика крутопадающая, то при изменениях длины дуги изменения тока сварки будут относительно небольшими. С другой стороны, известно, что стабильность горения дуги тем выше, чем меньше отклонения тока от заданного значения при изменениях длины дуги. Поэтому для ручной дуговой сварки применяются сварочные генераторы с крутопадающими внешними статическими характеристиками. Следует, однако, отметить, что и здесь возможны случаи, когда слишком большая крутизна внешней статической характеристики может препятствовать нормальному проведению сварочного процесса. Так, например, при сварке ответственных соединений в вертикальном и потолочном положениях с целью уменьшения тепловложений в шов, сварщик иногда периодически удлиняет дугу для соответствующего уменьшения сварочного тока. При этом необходимо, чтобы внешняя характеристика была более пологой, так как только в этом случае изменение длины дуги приведет к ощутимому изменению сварочного тока и сварщик сможет периодически уменьшать его. Однако во всех случаях ручной дуговой сварки установившийся ток короткого замыкания Iк.у не должен чрезмерно превышать рабочий ток Iр, обычно Iк.у = (1,25 ... 1,5)Iр. При больших значениях тока короткого замыкания возможны прожоги, осыпание обмазки и др.
↑ наверх
Сварочные генераторы для автоматизированной сварки
Несколько другие требования предъявляются к внешним статическим характеристикам сварочных генераторов, предназначенных для автоматизированной сварки на аппаратах, оснащенных автоматическими регуляторами режима сварки (автоматы, полуавтоматы). Саморегулирование дуги при этом способе сварки проявляется наиболее эффективно в том случае, когда сварочный генератор имеет более пологие или даже возрастающие (жесткие) внешние статические характеристики.
Таким образом, для автоматизированных способов сварки с саморегулированием дуги требуется, чтобы сварочный генератор имел семейство жестких внешних статических характеристик.
Из перечисленных видов внешних статических характеристик сварочных генераторов наибольшую трудность представляет получение семейства регулируемых крутопадающих внешних статических характеристик. В отечественной и зарубежной практике применялось несколько схем коллекторных генераторов для этих целей;
- сварочные генераторы поперечного поля;
- сварочные генераторы с расщепленными полюсами;
- сварочные генераторы с последовательной обмоткой возбуждения.
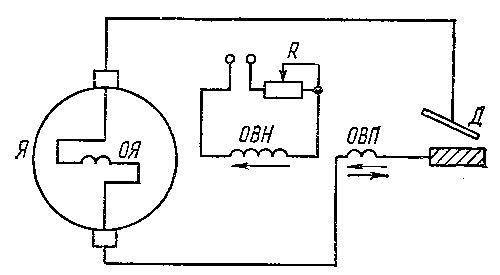
В СССР выпускались генераторы всех указанных типов, однако в последние годы в связи с простотой конструкции и энергетическими преимуществами коллекторные сварочные генераторы выпускаются в СССР только по схеме с последовательной обмоткой возбуждения. Эти генераторы составляют основную долю парка эксплуатируемых машин. Поэтому в этом разделе рассматриваются только генераторы с последовательной обмоткой возбуждения. Принципиальная схема генератора с последовательной обмоткой возбуждения показана на рис.1
При холостом ходе генератора (сварочная цепь разомкнута) на его зажимах создается напряжение холостого хода, равное по значению ЭДС, создаваемой в обмотке якоря ОЯ. Это напряжение при прочих равных условиях зависит от магнитного потока, который создается обмоткой возбуждения ОВН и, в свою очередь, определяется током возбуждения в этой обмотке, изменяемым с помощью , регулировочного реостата R.
|
|
| Рис.1 Принципиальная схема коллекторного сварочного генератора для дуговой сварки |
После зажигания дуги Д в цепи якоря Я генератора протекает сварочный ток, проходящий и через витки последовательной обмотки возбуждения ОВП, которая включена при работе на крутопадающих характеристиках таким образом, что создаваемый ею магнитный поток направлен против магнитного потока, создаваемого намагничивающей обмоткой ОВН. В результате этого с ростом сварочного тока суммарный поток в воздушном зазоре генератора уменьшается, уменьшается и ЭДС, наводимая в обмотке якоря, и напряжение на зажимах сварочного генератора. Получается крутопадающая внешняя статическая характеристика. Следует отметить, что в большинстве сварочных генераторов, особенно предназначенных для установки в сварочные агрегаты, обмотка независимого возбуждения питается не от постороннего источника, а от «третьей», добавочной, щетки, установленной между главными щетками, т. е. генераторы выполняются с самовозбуждением.
Примерный вид внешних крутопадающих статических характеристик генератора показан на Рис.2. Характерными величинами для семейства внешних характеристик являются пределы регулирования сварочного тока. И соответствующие им пределы напряжения холостого хода также соответствующие установившийся ток короткого замыкания и крутизна (наклон) внешних статических характеристик в рабочей зоне. Максимальное значение напряжения холостого хода ограничивается условиями безопасности работы сварщика и в соответствии с ГОСТ 304-82 не должно превышать 100 В. Минимальное значение напряжения холостого хода в некоторой степени определяет стабильность горения дуги при сварке на минимальных токах и поэтому для отечественных коллекторных генераторов не должно быть меньше 45-50 В. Соображения по выбору наклона внешней характеристики были приведены выше. Как видно из рис.2, генератор имеет два диапазона регулирования тока. В некоторых случаях их может быть и больше.
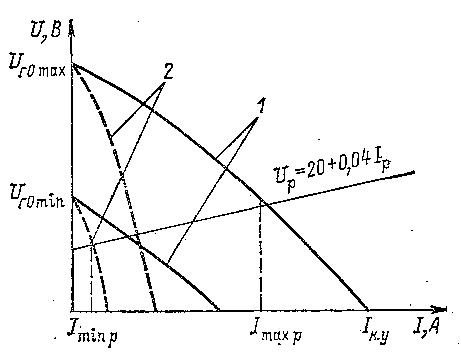 |
Рис.2 Примерный вид крутопадающих внешних статических характеристик коллекторного сварочного генератора:
- диапазон больших токов
- диапазон малых токов
|
Необходимость разбиения на диапазоны вызвана отмеченными выше ограничениями напряжения холостого хода. Регулирование тока за счет изменения тока возбуждения в обмотке ОВН возможно только начиная с максимального тока, соответствующего максимально допустимому значению напряжения холостого хода, и должно быть закончено при значениях тока, соответствующих минимальным значениям напряжения холостого хода по условиям стабильности процесса. Однако в этом случае обычно получаются слишком узкие пределы регулирования тока и соответственно плохое использование генератора. Во избежание этого недостатка в схеме генераторов предусмотрена возможность подключения большего числа витков последовательной размагничивающей обмотки ОВП. При большем числе витков обмотки ОВП характеристики генератора будут более крутыми, т, е. при тех же значениях напряжения холостого хода будут меньшие значения рабочего тока и другой диапазон регулирования тока (Рис.2). Переключение витков обмотки ОВП обычно осуществляется подключением сварочного провода к другому выводному зажиму.
Все сказанное выше о требованиях к внешним статическим характеристикам генераторов не может определить однозначно степень пригодности сварочного генератора для ручной дуговой сварки. Дело в том, что в процессе сварки значения напряжения и тока непрерывно изменяются с большой скоростью.
 |
|
Рис.3 К определению показателей качества переходных процессов сварочного генератора:
а - холостой ход-короткое замыкание-холостой ход
б - рабочий режим-короткое замыкание
в - рабочий режим-холостой ход
|
Эти изменения вызваны механизмом первоначального возбуждения дуги и процессами переноса электродного металла в сварочную ванну во время сварки. При зажигании дуги происходит замыкание сварочной цепи электродом на изделие и последующий ее обрыв с возбуждением дуги. В процессе горения дуги расплавленный электродный металл переносится в сварочную ванну каплями, которые периодически накоротко замыкают дуговой промежуток. После каждого короткого замыкания дугового промежутка каплей расплавленного металла происходит обрыв капли и последующее повторное возбуждение дуги. Таким образом, во время сварки генератор работает в постоянно изменяющемся динамическом режиме. Поэтому стабильность возбуждения и горения дуги, а также качество переноса металла в большой степени определяются не только статическими свойствами генератора, о которых говорилось ранее, но и его динамическими свойствами, т. е. качеством переходных процессов сварочного генератора в условиях быстроизменяющихся возмущений по длине дуги. Динамические свойства генератора определяются совокупностью показателей качества его переходных процессов, определяемых по осциллограммам. Переходные процессы обычно исследуются и рассчитываются не по реальной нагрузке - сварочной дуге, а определяются нагрузкой генератора омическим сопротивлением или противо-ЭДС. Осциллограммы, позволяющие приближенно судить о динамических свойствах сварочного сварочного генератора, показаны на рис.3 Осциллограмма а в наибольшей степени близка к процессу первоначального возбуждения дуги, б - к короткому замыканию дугового промежутка каплей расплавленного металла (без повторного возбуждения дуги), в - к обрыву процесса сварки.
В реальном процессе сварки обрыв короткого замыкания при первоначальном возбуждении дуги, как и обрыв капли, обычно происходит значительно раньше достижения током короткого замыкания установившегося значения., однако для большей наглядности и простоты дальнейшего объяснения на рис.3 это не показано.
Большинство из приведенных на рис.3 показателей в определенной мере позволяет судить о пригодности сварочного генератора к ручной дуговой сварке. Так, например, пиковое значение тока при коротком замыкании с холостого хода или его относительное значение. На этот процесс также влияет минимальное напряжение после обрыва установившегося короткого замыкания или его относительное значение.
Осциллограммы б и в на рис. 3 в большей степени характеризуют динамические свойства генератора в процессе переноса металла и повторного возбуждения дуги. Так, например, разбрызгивание металла при сварке в основном определяется значением сварочного тока в момент обрыва капли, показанной на осциллограмме б. Этот обрыв обычно происходит в коллекторных сварочных генераторах раньше времени. Однако при прочих равных условиях в большой степени влияют на динамические свойства генератора. Как видно из приведенных на Рис.3 осциллограмм, приближенно динамические свойства сварочного генератора оцениваются по экстремальным значениям тока и напряжения сварочного генератора при мгновенном изменении длины дуги. При этом экстремальные значения тока больше установившихся, а экстремальные значения напряжения меньше установившегося. В грубом, приближении при выборе или расчете генератора для ручной дуговой сварки необходимо, чтобы экстремальные значения этих величин стремились к их установившимся значениям.
Большой интерес представляет вопрос, как влияют отдельные конструктивные параметры сварочного генератора и параметры внешней цепи на указанные показатели. Это влияние описывается нелинейными дифференциальными уравнениями второго порядка, и точный учет его возможен только с использованием ЭВМ.
Нетрудно убедиться, что отклонения тока и напряжения генератора во время переходных процессов от установившихся значений будут равны нулю только в случае отсутствия магнитной связи между цепью якоря и цепью возбуждения. Однако практически это недостижимо, так как формирование крутопадающих внешних статических характеристик осуществляется именно за счет магнитного взаимодействия этих цепей. Уменьшение этой магнитной связи в отечественных сварочных генераторах рассматриваемой конструкции в основном достигается путем разнесения последовательной обмотки возбуждения и обмотки независимого возбуждения на разные полюсные сердечники.
Для практических целей также важно знать, что, пиковое значение тока короткого замыкания и минимальное значение напряжения холостого хода обратно пропорциональны. Генератор, у которого после обрыва короткого замыкания в первый момент времени минимальное напряжение холостого хода имеет относительно небольшое значение, будет иметь большой динамический пик тока короткого замыкания. По этой причине величина Ur min согласно ГОСТ 304-82 является основной величиной, характеризующей качество переходных процессов сварочного генератора. В соответствии с ГОСТ 304-82 она не должна быть меньше 24 В в режиме минимального тока и 37 В в режиме номинального тока.
Известно, что от величины Iк.р. зависит разбрызгивание металла при сварке. Чем больше эта величина при прочих равных условиях, тем больше разбрызгивание металла при сварке. Исследованиями установлено, что, уменьшая эту величину, у отечественных коллекторных сварочных генераторов можно уменьшить разбрызгивание металла в 2-3 раза.
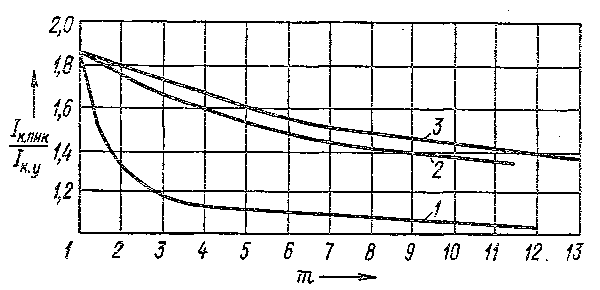 |
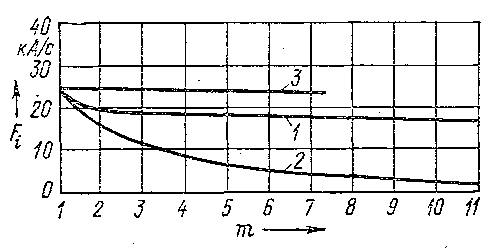
Рис.4. Зависимость относительного значения динамического пика тока короткого замыкания генератора ГСО-300 А от изменения параметров цепей якоря и возбуждения в диапазоне малых токов (Uго=43 В; I к.у = 225 А)
- при увеличении индуктивности рассеяния цепи независимого возбуждения;
- при увеличении индуктивности рассеяния цепи якоря;
- при увеличении омического сопротивления цепи возбуждения;
m - кратность увеличения параметра по сравнению с исходным значением
|
Зависимость перечисленных показателей качества переходных процессов сварочных генераторов от основных параметров может быть иллюстрирована расчетными кривыми, показанными на Рис.4 и 5 для отечественного сварочного генератора ГСО - 300А.
Из кривых на Рис.4 и 5 видно, что наибольшее положительное влияние на относительное значение динамического пика тока короткого замыкания, а соответственно и на относительное значение минимального напряжения после обрыва короткого замыкания оказывает в данном случае увеличение индуктивности рассеяния обмотки независимого возбуждения, которое может быть осуществлено, например, включением дополнительного дросселя в эту цепь.
Средняя скорость нарастания сварочного тока в данном случае (при малой длительности) в большей степени уменьшается от увеличения индуктивности рассеяния обмотки якоря, которое может быть осуществлено, например, включением дополнительного дросселя в сварочную цепь. Влияние омических сопротивлений цепей на рассматриваемые показатели в данном случае менее ощутимо, однако всегда их увеличение улучшает динамические свойства генератора. Качественно похожие зависимости имеют и другие типы генераторов рассматриваемой схемы, однако эффективность влияния изменения параметров на показатели качества переходных процессов для каждого конкретного типа может быть другой и зависит в каждом случае от соотношения параметров сварочного генератора и длительности переходных процессов. Чем больше длительность коротких замыканий (сварка электродами больших диаметров), тем большее влияние оказывают омические сопротивления цепей и меньшее - их индуктивные сопротивления.
 |
| Рис.5. Зависимость средней скорости нарастания тока короткого замыкания генератора ГСО-300А от изменения параметров цепей якоря и возбуждения в диапазоне малых токов (Uго = 62 В; Iк.у = 629 А; ∆tк.з = 0,006 с) Обозначения на кривых - см. Рис.4 |
Следует также учесть, что рассмотренная выше взаимосвязь Динамических свойств генератора с его параметрами носит приближенный характер и может быть использована на практике лишь для ориентировочного выбора основных способов улучшения сварочных свойств генераторов.
Более точный выбор таких способов требует детального исследования переходных процессов. Так, например, роль индуктивности рассеяния цепи якоря сварочного генератора не ограничивается описанным выше влиянием на экстремальные значения тока и напряжения при ступенчатых возмущениях по длине дуги. Индуктивность цепи якоря генератора благоприятно влияет на процесс сварки также и в связи с наведением в ней ЭДС самоиндукции при возникновении скоростных возмущений по длине дуги. Более подробный анализ этого влияния можно найти в литературе по сварке.
Принципы построения у генераторов жестких внешних статических характеристик для автоматизированной сварки значительно проще, чем крутопадающих характеристик. Это объясняется тем, что любой коллекторный генератор общего применения имеет пологопадающую внешнюю статическую характеристику. Наклон этой характеристики, как известно, обусловливается в основном падением напряжения в элементах омического сопротивления цепи якоря и падением напряжения, связанным с размагничивающим действием поперечной и продольной реакции якоря. Для компенсации этих падений напряжения с целью получения более жестких характеристик сварочные генераторы имеют обычно небольшую последовательную обмотку возбуждения ОВП (см, Рис.1), МДС которой направлена согласно с МДС обмотки независимого возбуждения. Регулирование напряжения сварочного генератора в данном случае также осуществляется изменением тока возбуждения реостатом в цепи возбуждения. Некоторые генераторы с жесткими характеристиками выполняются с самовозбуждением.
↑ наверх
Требования к динамическим характеристикам генераторов для автоматизированной сварки
Требования к динамическим характеристикам генераторов для автоматизированной сварки определяются исходя из специфики процесса. В большинстве случаев при сварке электродными проволоками малого диаметра (0,6-1,6 мм) и при относительно умеренных плотностях тока перенос электродного металла осуществляется каплями, которые периодически замыкают дуговой промежуток. В этом случае стабильность процесса сварки и разбрызгивание металла в большой степени зависят от значения тока короткого замыкания в момент разрыва перемычки каплей расплавленного металла. Это значение тока, в свою очередь, зависит от установившегося тока короткого замыкания и постоянной времени сварочной цепи. При этом влияние установившегося тока короткого замыкания, а соответственно и омического сопротивления сварочной цепи тем больше, чем больше длительность короткого замыкания, что характеризует сварку на больших токах и электродными проволоками большого диаметра.
При малой длительности коротких замыканий значение тока в момент обрыва перемычки жидкого металла в большей степени зависит от индуктивности сварочной цепи. При сварке в форсированных режимах и электродной проволокой большого диаметра процесс переноса металла - струйный, без коротких замыканий» и качество переходных процессов генератора, в том числе скорость нарастания тока, мало влияет на процесс переноса металла. Стабильность процесса сварки в этом случае в основном определяется условиями статической устойчивости дуги, т. е. формой внешних статических характеристик сварочного генератора.
↑ наверх
Принципы работы и формирования статических и динамических характеристик вентильных сварочных генераторов
Вентильные сварочные генераторы
Вентильный сварочный генератор представляет собой электрическую машину переменного тока с выпрямителем. В вентильном генераторе, в отличие от коллекторного, выпрямитель является не механическим, а полупроводниковым. Применение сильноточных полупроводниковых диодов (или тиристоров) позволило создать выпрямитель напряжения и тока для электромашинных генераторов любого конструктивного исполнения, например синхронных, индукторных, асинхронных. Поэтому в -мировой практике можно встретить вентильные сварочные генераторы, выполненные на базе электрических машин переменного тока практически всех известных исполнений.
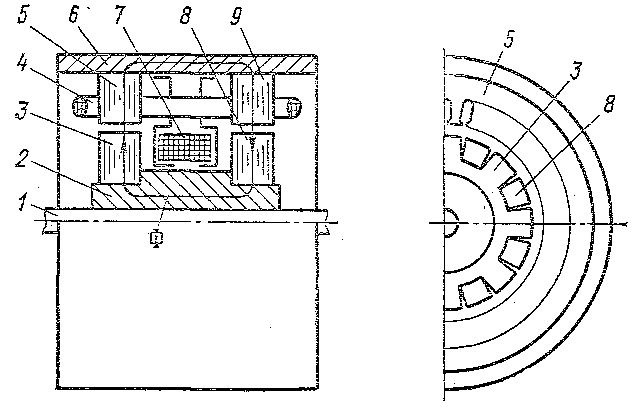
Конструктивные особенности отечественных вентильных сварочных генераторов (ВСГ) Выпускаемые в нашей стране ВСГ чаще всего выполнены на базе трехфазной индукторной одноименнополюсной электрической машины, содержащей по два пакета статора и ротора из тонколистовой электротехнической стали (Рис.6). Оба пакета железа статора запрессованы в стальную станину, и, следовательно, станиной они магнитно соединены. Пакеты железа ротора запрессованы на стальную втулку, расположенную на валу генератора, и, следовательно, между собой также соединены магнитно. На каждом пакете железа ротора имеются зубцы. Зубцы одного пакета сдвинуты по окружности относительно зубцов второго пакета на π электрических градусов.
Силовая обмотка якоря уложена в пазы пакета статора (общая для обоих пакетов), а тороидальная обмотка возбуждения размещена между пакетами железа ротора и жестко прикреплена к станине.
 |
|
Рис.6 Магнитная система двухпакетного индукторного сварочного генератора с аксиальным потоком возбуждения
1 - вал; 2 - массивная втулка на валу; 3,8 - пакеты железа ротора; 4 - обмотка якоря; 6,9 - пакеты железа статора; 6 - станина; 7 - обмотка возбуждения, прикрепленная к станине; Ф - основной магнитный поток
|
Из Рис.6 видно, что рассматриваемые вентильные генераторы не имеют обмоток, расположенных на роторе. Все обмотки - якоря и возбуждения - закреплены на статоре и при работе сварочного генератора неподвижны. Поэтому в генераторах полностью отсутствуют скользящие контактные кольца. Такое исполнение вентильных генераторов обеспечивает высокую надежность в эксплуатации.
↑ наверх
Электромагнитные процессы в вентильного сварочного генератора
Основной магнитный поток машины Ф наводится в результате обтекания обмотки возбуждения постоянным током. Индуктированный магнитный поток направлен аксиально и замыкается через пакеты железа ротора, статора и станину. Зубцы одного пакета ротора, в зависимости от направления тока в обмотке возбуждения, образуют как бы северные полюсы, а зубцы второго пакета - южные. При вращении ротора каждый виток обмотки якоря пронизывается пульсирующим магнитным потоком зубцов ротора. Мгновенное значение потока, пересекающего виток якоря, целиком зависит от угла поворота зубцов ротора. В результате этого при вращении ротора в каждой фазе трехфазной обмотки статора наводятся переменные ЭДС, сдвинутые на 2π/3 электрических градусов.
↑ наверх
Принципиальная электрическая схема и принцип формирования внешних характеристик вентильного сварочного генератора
На Рис.7 представлена принципиальная электрическая схема вентильного сварочного генератора. В ней трехфазная обмотка индукторного сварочного генератора своими выводами подключена к трехфазному выпрямительному мосту УО, состоящему из силовых кремниевых диодов. Выпрямленным током питается сварочный пост. Необходимые для ручной дуговой сварки крутопадающие внешние статические характеристики вентильного сварочного генератора формируются в основном за счет внутренних индуктивных сопротивлений самой электрической машины.
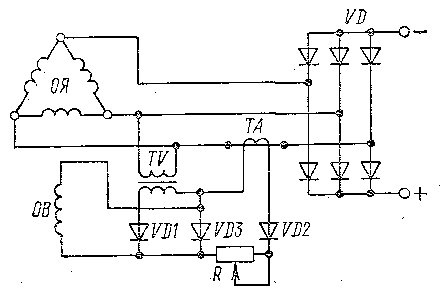 |
| Рис.7 Принципиальная электрическая схема вентильного сварочного генератора ОЯ - обмотка якоря; ОВ - обмотка возбуждения; ТV, ТА - трансформаторы напряжения и тока; VD - силовой вентильный блок; VD1, VD2, VD3 - диоды в цепи возбуждения; R - реостат для управления значением сварочного тока |
При нагрузке, т. е. при, сварке от вентильного сварочного генератора, выполненного по схеме Рис.7, все фазы машины загружаются симметрично.
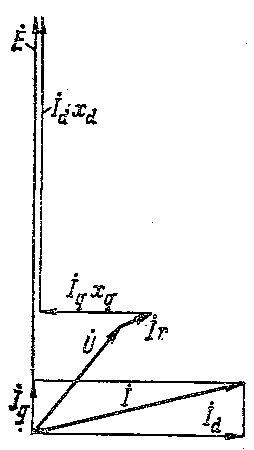
В режиме сварки, как показано векторной диаграммой на Рис.8, соответствующей выражению (6), падение напряжения генератора от значения при холостом ходе E0- до значения U при нагрузке можно получить преимущественно за счет продольно размагничивающей составляющей реакции якоря. Эта продольно размагничивающая составляющая реакции якоря как бы создает магнитный поток, встречный основному магнитному потоку, создаваемому обмоткой возбуждения.
 |
 |
| Рис.8. Векторная диаграмма фазных величин в режиме сварки |
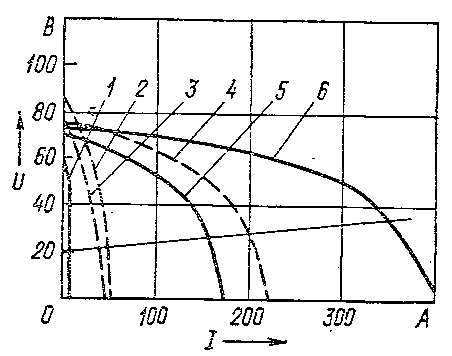
Рис.9. Внешние статические вольт-амперные характеристики вентильного сварочного генератора 2 - диапазон малых токов; 3, 4 - диапазон средних токов; 5, 6 - диапазон больших токов (см. Рис.10). Характеристики 1, 3, 5- при введенном реостате к (Рис.7); характеристики 2, 4, 6 - при выведенном реостате (R = 0) |
Поскольку в режимах, близких к короткому замыканию, превалирует продольная составляющая тока якоря Id, индуктивное падение напряжения внутри машины почти целиком зависит от продольного индуктивного сопротивления машины х. Значение сопротивления хd, обеспечивающее падающие внешние характеристики должной крутизны, зависит от геометрических размеров магнитопровода и обмотки якоря, ее параметров и геометрического расположения на статоре.
Плавное регулирование крутизны внешней вольт-амперной характеристики, другими словами, плавное регулирование сварочного тока осуществляется изменением ЭДС холостого хода посредством изменения тока возбуждения сварочного генератора. Внешние статические вольт-амперные характеристики вентильного сварочного генератора представлены на Рис.9.
↑ наверх
Принцип работы схемы возбуждения сварочного генератора и управление значением сварочного тока
Сварочный генератор работает с самовозбуждением от силовой цепи. После запуска сварочного генератора начальное самовозбуждение происходит от остаточного магнетизма в массивных участках магнитной цепи машины (втулка на валу, станина), и на зажимах обмоток якоря (рис.7) появляется небольшая ЭДС (3-4 В). Трансформатор ТV через выпрямитель VD1 начинает питать обмотку возбуждения ОВ постоянным током, ЭДС на зажимах обмотки якоря начинает расти, ток возбуждения также увеличивается и генератор возбуждается до напряжения холостого хода. С появлением сварочного тока обмотку возбуждения начинает питать и трансформатор ТА через выпрямитель VD2. Поскольку естественная внешняя характеристика сварочного генератора, как было показано раньше, падающая, то с ростом нагрузки напряжение на зажимах генератора уменьшается и составляющая тока возбуждения от трансформатора напряжения ТV начинает также уменьшаться, а составляющая тока возбуждения от трансформатора тока ТА с ростом нагрузки увеличивается. Ввиду того что мгновенные значения амплитуд вторичных напряжений трансформаторов ТУ и ТА сдвинуты во времени (по фазе), в режиме любой нагрузки оба трансформатора через свои выпрямители VD1 и VD2 параллельно питают обмотку возбуждения до режима короткого замыкания. При коротком замыкании работает только трансформатор ТА. Вентиль VD3 служит для разрядки электромагнитной энергии, накопленной в индуктивных катушках обмотки возбуждения и пропускает импульсы тока в промежутках, когда мгновенные значения ЭДС от трансформаторов ТV и ТA имеют обратный знак (вентили VD1 и VD6 заперты). Таким образом, в вентилях VD1, VD2 и VDЗ протекают импульсы выпрямленного тока, сдвинутые во времени, в результате чего обмотка возбуждения питается непрерывным постоянным током.
Реостатом R, включенным в цепь возбуждения, регулируется эффективность обратной связи по току и, следовательно, плавно регулируется крутизна внешних вольт-амперных характеристик. Реостат выполнен с дистанционным кабелем, сварщик его может перенести непосредственно на свое рабочее место.
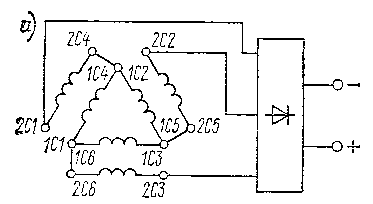
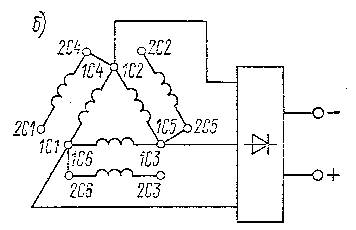
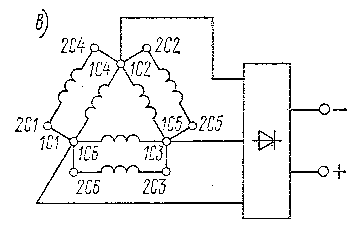
Реостатом R плавно регулируется сварочный ток только в пределах диапазона. Грубое регулирование сварочного тока осуществляется скачкообразным изменением внутренних сопротивлений (индуктивных Хd и Xq и активного rф) посредством переключения схемы обмотки якоря согласно Рис.10
Рассмотрим, как изменяется внутреннее сопротивление машины и, следовательно, крутизна внешних характеристик при постоянном токе возбуждения Ib = const при переходе от одной схемы (рис.10) к другой. При переключении трехфазной обмотки якоря со схемы а на схему б (тогда одна из двух параллельных катушечных групп каждой фазы полностью отключается, а остаются включенными только те катушечные группы, которые размещены на той же самой половине расточки статора) индуктивное сопротивление, приведенное к фазе, возрастает в два раза, что ведет к двукратному увеличению крутизны внешней характеристики. Если трехфазную обмотку якоря переключить со схемы а на схему в, то индуктивное сопротивление, приведенное к фазе, возрастает .в восемь раз и, следовательно, в восемь раз увеличивается крутизна внешней характеристики. А если перейти со схемы б на схему в, крутизна внешней характеристики увеличивается в четыре раза. При всех этих переключениях ЭДС холостого хода сварочного генератора сохраняется неизменной.
Таким образом, сочетанием грубого регулирования тока (путем переключения из одного диапазона в другой) и подрегулировки тока возбуждения реостатом R (см, рис.7) в пределах каждого диапазона регулируется ток вентильного сварочного генератора.
↑ наверх
Переходные процессы и сварочные свойства
Сварочные свойства вентильного сварочного генератора, как и коллекторного, зависят от статических характеристик переходных процессов, происходящих в электрической машине во время сварки.
|
|
|
|
|
|
Рис.10 Схемные соединения двух трехфазных обмоток на статоре сварочного генератора:
а - диапазон малых токов;
б - диапазон средних токов;
в - диапазон больших токов; |
При сварке от вентильного генератора характер протекания переходных процессов, обусловленных изменением длины дугового промежутка между электродом и деталью, зависит в первую очередь от частоты тока якоря и от внутренних параметров генератора. Установлено, что в случае применения трехфазных обмоток якоря хорошие сварочные свойства получаются при частотах тока якоря вентильного сварочного генератора f = 150... 400 Гц. Выпрямленный ток короткого замыкания достигает своего пикового значения Iк.пик приблизительно через полпериода, т. е. через время t = 1/(2f) от начала короткого замыкания. Поэтому увеличение частоты тока якоря вентильного генератора как бы ускоряет переходный процесс и приводит к тому, что при сварке капля расплавленного электродного металла обрывается уже при работе генератора на спадающей части кривой выпрямленного тока короткого замыкания. Ток Iобр в момент обрыва капли становится значительно меньше своего максимального значения Iк. пик. Это обстоятельство позволяет существенно уменьшить разбрызгивание электродного металла при сварке от вентильного генератора.
Важное значение для качества сварки и стабильности горения дуги имеет процесс восстановления напряжения холостого хода после обрыва короткого замыкания. Процесс восстановления напряжения зависит от инерционности цепи возбуждения и поэтому в индукторных одноименнополюсных генераторах длится сравнительно долго (0,25-1,5 с). В этом случае скорость нарастания напряжения после обрыва короткого замыкания мала по сравнению со скоростями процессов, происходящих в сварочной цепи.. Поэтому для вентильных генераторов рассматриваемого типа стабильность повторного возбуждения дуги характеризуется значением напряжения, которое появляется на зажимах генератора в момент обрыва короткого замыкания.
Поскольку обрыв капли при сварке, как правило, происходит при значениях тока, больших рабочего, значение напряжения, при сварке от вентильного генератора всегда удовлетворяет условию Ur min = 20 + 0,04I (в вольтах) и процесс горения дуги отличается высокой стабильностью.
Вследствие благоприятных переходных процессов вентильные сварочные генераторы отличаются хорошими сварочными свойствами, в том числе небольшими потерями электродного металла (небольшим разбрызгиванием), стабильным горением и эластичностью дуги. Благодаря этим особенностям от этих генераторов легко может вести сварку и сварщик, не имеющий большого опыта.
Следует отметить, что начальное зажигание дуги при сварке от вентильных генераторов несколько иное, нежели при сварке от других источников. Как было сказано раньше, при повышенной частоте уменьшается время существования ударного тока при коротка замыкании. Вследствие этого в момент зажигания дуги электродом небольшой ударный ток выделяет и не столь значительное количество тепловой энергии. Поэтому дуга от короткого замыкания сварочной цепи касанием электродом детали загорается трудно,, Для того чтобы легко зажечь дугу, необходимо концом электрода провести по детали, как при зажигании спички. В этом случае дуга легко зажигается, не выбрызгивая электродный металл и не выплавляя кратера в детали.
↑ наверх
|

