|
Акустико-эмиссионный метод — один из пассивных методов акустического контроля. Акустическая эмиссия (АЭ) заключается в генерации упругих волн напряжения в твердых телах в результате локальной динамической перестройки их структуры. Метод основан на анализе параметров этих волн.
Главные источники АЭ — процессы пластической деформации, связанные с появлением, движением и исчез-новением дефектов кристаллической решетки: появление и развитие микро- и макротрещин; трение (в том числе поверхностей разрывов друг о друга); фазовые (например, аллотропические) превращения в твердом теле. АЭ проявляется в виде отдельных акустических импульсов.
Форма импульсов АЭ, возникающих в результате перестройки структуры, зависит от природы процесса и материала изделия Процесс скачкообразного снятия локальных напряжений путем разрушения вызывает импульс с крутым фронтом, как большинство импульсов на рис.1 а.
Спад импульса соответствует восстановлению внутренних напряжений. Иногда они не восстанавливаются или восста-навливаются не полностью. Возвращение к напряженному состоянию происходит медленнее, чем разрыв, может сопровождаться быстро затухающими колебаниями, как показано для первого импульса. Импульсы рассматриваемого типа называют релаксационными. Они характерны для процессов возникновения и движения дислокации и их групп, возник-новения и развития трещин.
Третий из показанных на рис.1, а импульсов соответствует процессу акселерационного типа. Когда дислокации противо-положного знака сближаются и аннигилируют или дислокация выходит на поверхность кристалла и исчезает, их энергия преобразуется в упругую. Процессы сближения или выхода на поверхность дислокации происходят с ускорением, отсюда название импульса этого типа.
Энергия процесса аннигиляции дислокации порядка 10-18 — 10-16 Дж, длительность импульса 10-11с, ширина спектра сотни МГц. Другие дислокационные источники имеют большую энергию (до 10-6 Дж) и длительность.
Точечный удаленный от поверхности источник-АЭ излучает сферические продольную и поперечную волны. Затухание волн в материале вызывает сильное ослабление высокочастотной составляющей сигнала, так как коэффициент затухания быстро возрастает с частотой. При падении на поверхности изделия волны отражаются и трансформируются. В результате появля-ются поверхностные волны, амплитуда которых уменьшается с расстоянием значительно медленнее, чем для сферической волны, поэтому они преимущественно регистрируются
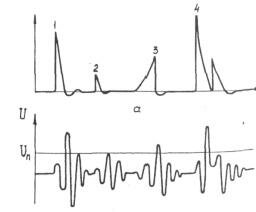
Рис.1. Форма импульсов АЭ (а) и соответствующих сигналов после приемного тракта (б)
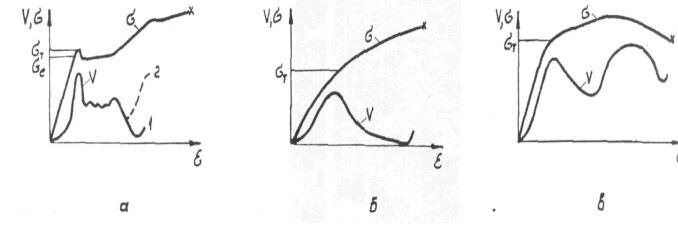
Рис.2. Типичные кривые изменения эффективности АЭ в сопоставлении с диаграммами напряжение-деформация для железа (а, кривая 1), стали (а, кривая 2), металлов с гранецентрированной кубической решеткой (б), стареющих алюминиевых и титановых сплавов (в)
приемником. Все это приводит к значительному искажению первоначального сигнала АЭ в зоне приема.
В результате прохождения импульсов через приемный преобразователь и усилительный тракт с ограниченной полосой пропускания происходит дальнейшее искажение импульсов. Они приобретают двухполярный колебательный характер, длитель-ность их увеличивается, быстро следующие друг за другом импульсы сливаются (рис.1, б).
АЭ называют дискретной, когда длительность регистриру-емых импульсов меньше интервала между ними. В противном случае говорят о непрерывной АЭ. Появление импульсов АЭ в значительном объеме материала — процесс во времени статистический, поэтому можно говорить лишь о средней длительности импульсов и интервалов между ними. Кроме того, дискретность или непрерывность зависят от разрешающей способности регистрирующей аппаратуры.
Основные параметры АЭ — это число импульсов за время наблюдения и активность АЭ, равная количеству импульсов в некотором интервале времени наблюдения (обычно 0,1 или 1 с). Фактически регистрируются не все импульсы АЭ, а лишь превышающие определенный порог (рис.1, б). Тогда параметры эмиссии обозначают: суммарный счет N и скорость счета N.
Для характеристики процесса АЭ важно не только количество импульсов, но и их амплитуда. Параметром, учитывающем обе величины, является эффективное значение акустической эмиссии V, пропорциональное произведению активности (или скорости счета) АЭ на среднее значение амплитуды сигналов АЭ за еди-ницу времени. Ее обычно измеряют в вольтах (точнее — в мкВ).
Акустическую эмиссию при деформации материалов наблюда-ют в процессе механических испытаний гладких образцов. Каждому типу диаграммы напряжение — деформация, полу-чаемой при испытании на растяжение различных материалов, соответствует своеобразное изменение процесса АЭ (рис.2). Из кривых видно, что даже в области упругости (от 0 до бт) наблюдается АЭ. Она возникает от того, что материал неодноро-ден, нагружен неравномерно и в отдельных областях происходит пластическая деформация, хотя в целом процесс упругий.
При переходе к пластической деформации АЭ резко возрастает в большом объеме образца. Эта деформация связана с массовым образованием и перемещением дефектов кристаллической решетки. Происходит образование, движение дислокации и их групп, двойникование. Все эти процессы связаны с появлением сигналов АЭ.
Максимум эффективного значения и активности АЭ достигается вблизи предела текучести бт, когда пластическая деформация составляет около 0,2% длины образца. Затем качения V и N уменьшаются из-за того, что движение вновь образующихся дислокаций ограничивается уже существующими. В результате сигналы АЭ с достаточной для регистрации амплитудой появляются все реже.
Дополнительные максимумы АЭ для некоторых материалов наблюдаются в конце площадки текучести или вблизи максимума напряжения. Они связаны с разрушением цементитовых пластинок в стали (рис.2. д, кривая 2) и двойникованием (РИС.2, в). Перед разрушением образца (отмечено крестиком) обычно наблюдают импульсы большой амплитуды.
Важный параметр АЭ при пластической деформации — амплитудное распределение. Металлы с решеткой типа гранецентрированный куб (алюминий, -железо) имеют небольшую среднюю энергию импульса, сигналы большой амплитуды в них наблюдают редко. Для этих материалов характерна деформация скольжением. Металлы с решеткой типа объемоцентрированный куб (в том числе -железо) имеют несколько большее среднее значение энергии импульсов. Деформация металлов с гексагональной плотноупакованной решеткой (например, цинка, титана) вызывает импульсы АЭ с амплитудой в тысячи раз большей, так как они деформируются двойникованием.
Отмечают следующие факторы, повышающие амплитуду сигналов АЭ: высокую прочность, анизотропию, неодно-родность, крупнозернистость (литая структура), большую общую толщину материала, большую скорость деформации, низкую температуру, наличие надреза.
В образцах с дефектами, как искусственными (надрезами), так и естественными трещинами, происходит концентрация напряжений вблизи острого края дефекта. В этом месте образуется локальная зона пластической деформации, объем которой пропорционален коэффициенту интенсивности напряжений К — величине, характеризующей сложное напря-женное состояние. От этой зоны появляются импульсы АЭ, число которых также связано с К. Когда локальное напряжение превосходит предел прочности, происходит микроразрыв — скачкообразное увеличение дефекта; он проходит через эту зону, создавая сигналы АЭ. При дальнейшем нагружении процесс повторяется. Таким образом, число N импульсов АЭ растет с ростом К.
АЭ при многократном нагружении. При повторном нагружении АЭ резко уменьшается и вновь начинает регистрироваться после достижения максимальной нагрузки первого цикла. Это явление называют эффектом Кайзера. Он особенно хорошо проявляется на гладких образцах и хуже — на образцах с надрезом. Последнее свидетельствует о накоплении повреждений при повторных нагрузках.
На рис.3 показан рост числа N импульсов АЭ от числа и циклов нагружения при малоцикловых испытаниях образца с надрезом. Участок АВ соответствует первому циклу, суммарный счет импульсов здесь быстро растет. В окрестностях точки В рост замедляется в 10-100 раз, а на участке ВС суммарный счет остается практически постоянным. В этом проявляется эффект Кайзера. В процессе циклических нагрузок происходит медленное накопление повреждений в металле образца, после чего эффект Кайзера перестает действовать и пред моментом появления видимой трещины происходит ускоренный рост (участок CD), и далее медленное увеличение с ростом трещины (DE). При достижении определенного размера трещины происходит разрушение, сопровождающееся ростом N (EF).
Изображение на рис.3 несколько условно. В действитель-ности трещина растет скачками, которые на рисунке сглажены.
Для неметаллических материалов существуют особенности в поведении АЭ. Для стеклопластиков, например, установлен эффект послезвучания, т.е. при неизменной нагрузке и при разгрузке АЭ продолжается. Эффект Кайзера отсутствует: при повторном нагружении каждый раз возникают сигналы АЭ, активность которой несколько уменьшается при повторных циклах.
Аппаратура. На рис.4 показана функциональная схема многоканальной аппаратуры для контроля методом АЭ. В состав одного канала входят следующие узлы:
Преобразователь 1 — чувствительный элемент пьезоэлектри-ческого преобразователя (ПЭП), изготавливают обычно из пьезокерамики типа ЦТС. Для работы при температурах выше 300-400 °С и высоком уровне радиации применяют ниобат лития, у которого точка Кюри около 1200 °С. Используют широкополосные, полосовые и узкополосные ПЭП, последние обычно применяют, когда на основе предварительных исследований выбран оптимальный для контроля диапазон частот, а широкополосные — когда нужно исследовать форму и частотный спектр сигналов АЭ. ПЭП обычно рассчитывают на прием колебаний нормальных к поверхности. Диаграмма направленности ПЭП, как правило, весьма широкая. ПЭП приклеивают к поверхности контролируемого объекта легкорастворимым клеем.
Предварительный усилитель 2 с небольшим (до 20 дБ) усилением и низким уровнем шумов расположен непосред-ственно у ПЭП. Он улучшает отношение сигнал-шум при передаче сигнала к аппаратуре, удаленной на 50-100 м.
Фильтром 3 устанавливают спектр частот принимаемых сигналов. Оптимально условие совпадения спектра частот приемника со спектром сигналов АЭ, однако последний очень широк, поэтому полосу фильтра выбирают выше частот помех. Помехи от механических ударов имеют спектр не выше 0,4 МГц, от трения — до 1 МГц. Спектр электромагнитных помех еще более высокочастотный. Повышение частоты принимаемых сигналов более 1 MГц нежелательно, так как уменьшается дальность приема сигналов АЭ. Поэтому от высокочастотных помех отстраиваются другими способами.
Основной усилитель 4 обычно обладает равномерной амплитудно-частотной характеристикой в диапазоне наблюдае-мых частот при коэффициенте усиления 60-80 дБ. Характерис-тика усиления линейная, либо (в случае большого динамического диапазона) логарифмическая.
Для подавления электромагнитных помех в усилителе экранируют весь канал, включая преобразователь и кабель выключают прием на время действия интенсивной помехи которую принимают отдельной антенной, применяют корреляционную обработку входных сигналов, используют дифференциальные преобразователи и усилители. Последний способ основан на том, что пьезопластину в преобразователе разрезают на две части и одну половину переворачивают, меняя таким образом ее поляризацию. Сигналы от каждой половины усиливают отдельно, после этого в одном канале меняют фазу и складывают оба сигнала. В результате двойного изменения фаз сигналы АЭ сохраняются. Сигналы электромагнитных помех прошедшие два канала усилителя, оказываются в противофаз и подавляются.
Блок обработки сигналов 5 считает принимаемые каналом сигналы за все время испытаний или за короткий интервал времени (например, 0,1 с) и выполняет их анализ. Аналогичную обработку сигналов по всем каналам выполняет блок 5. В анализ сигналов входит исследование их амплитудного распределения снятие амплитудно-частотных характеристик. Для анализа используют быстродействующие ЭВМ. Применяют звуковую и световую сигнализации при превышении определенного уровня амплитуды.
Блок определения местоположения источника сигналов ЛЭ 6 использует информацию от нескольких преобразователей. расположенных в различных местах изделия. Когда сигнал ЛЭ достигает ближайшего к источнику преобразователя, начинается отсчет времени. Затем измеряют запаздывание времени прихода того же сигнала на другие преобразователи.
Для определения положения источников АЭ в линейной системе (стержне) достаточно иметь два преобразователя, в двумерной системе — не менее трех преобразователей. окружающих источник. Положение источника находят методами триангуляции. Увеличение числа преобразователей облегчает задачу локации источника. Для решения триангуляционных задач применяют быстродействующую ЭВМ.
После обработки сигналы АЭ подают на дисплей, на котором одновременно представлена развертка, соответствующая поверхности изделия и расположению на нем преобразователей. Источник АЭ появляется на экране в виде светящейся точки. Таким образом, получается карта сигналов, подобная показанном на рис.116. На экране дисплея иногда изображают амплитудное временное или частотное распределение сигналов.
Погрешность определения положения источника составляет обычно 3-5% максимального расстояния между преобра-зователями, но не менее, чем величина порядка толщины стенки контролируемого объекта. Последнее связано с тем, что положение источника по толщине обычно не определяют, а находят только место эпицентра («следа») источника на поверхности.
Имитаторы сигналов АЭ используют для оценки точности локации объектов и проверки работоспособности аппаратуры Калиброванный по амплитуде упругий сигнал можно возбудить.
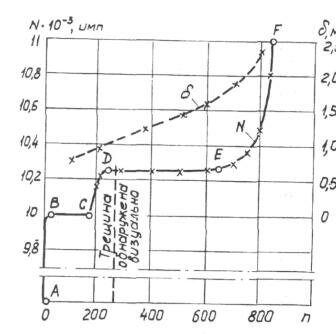
Рис.3. Число N импульсов АЭ и раскрытие б трещины в зависимости от числа n циклов нагружения. Максимальное напряжение постоянно
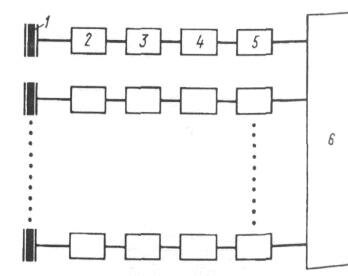
Рис. 4 Структурная схема аппаратуры для контроля акустико-эмиссионным методом
Количество преобразователей выбирают в зависимости от за-дач контроля. Например, когда используют АЭ при механичес-ких испытаниях образцов в форме стержня, достаточно иметь один ПЭП, расположенный на торце или другой ненагруженной части образца. Однако даже в этом случае полезно применять систему с двумя ПЭП, расположенными по разные стороны от области, где ожидается разрушение. Тогда можно использовать систему локации источников АЭ, выделить сигналы от этой области и отстроиться от шумов, возникающих в системе крепления образца.
Более сложная задача — контроль объектов с большой пло-щадью поверхности. В этом случае определяют необходимое рас-стояние между ПЭП с учетом затухания ультразвука в выбран-ном частотном диапазоне, иногда корректируют частоту. ПЭП размещают на объекте так, чтобы обеспечить надежный контроль областей, где наиболее вероятно появление и развитие дефектов:
сварных соединений, мест концентрации напряжений. При контроле сосудов давления ПЭП размещают на расстоянии 200-5000 мм друг от друга. Их помещают вблизи особо напряженных сварных швов, радиусных переходов, патрубков. Правильность расположения ПЭП и работоспособность каналов аппаратуры проверяют, используя имитаторы АЭ. Контролируют надежность регистрации сигналов, возникающих в различных участках конструкции, и точность определения координат источников.
Задание критериев опасного состояния объекта — наиболее сложная проблема методики дефектоскопического контроля с помощью АЭ (нужно выбрать, по какому параметру АЭ и по какому его количественному признаку следует принимать решение о признании сигналов предвестниками разрушения).
Трудность задачи состоит в том, чтобы выделить АЭ от развития трещины на фоне сигналов, связанных с пластической деформацией. Установлено, что активность и амплитуда сигналов АЭ изменяются немонотонно и могут достигать максимумов, превышающих значения перед разрушением.
Наиболее информативный параметр, сигнализирующий о приближении разрушения, — рост суммарного числа импуль-сов с начала испытаний. Каждый импульс АЭ это, как правило, единичный акт разрушения.
На рис.5 показана характерная кривая роста N при уве-личении статической нагрузки объекта.
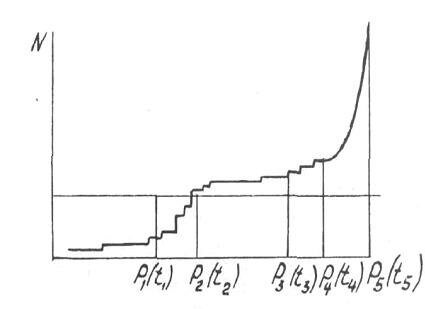
Рис. 5 Характерная зависимость числа импульсов АЭ от статической нагрузки
При сохранении режима нагружения объект обязательно разрушится по участку, где был источник эмиссии. Ступенчатый характер кривой соответствует скачкообразному росту трещин.
Метод АЭ, как средство НК конструкций, позволяет проводить интегральный контроль и обнаруживать только несплошности, представляющие действительную опасность. Однако он не дает достаточной информации, чтобы предсказать работоспособность изделия задолго до разрушения. Для прогнозирования ресурса изделий без явных дефектов после изготовления метод непригоден.
Испытание материалов. Исследования АЭ в этом случае могут быть направлены на уяснение поведения АЭ в процессе других более сложных испытаний (например, в процессе сварки), либо для изучения природы процессов, происходящих в материале.
Механические испытания материалов — наиболее очевидная область применения АЭ. Для этого разрабатывают специальные «бесшумные» испытательные машины с минимальным уровнем шумов от сочленений, приводов, зажимов.
Выше были примеры поведения АЭ при механических испытаниях на статический разрыв, циклическую усталость, и показана связь АЭ со свойствами материалов. Факт достижения максимума активности в точке предела текучести используют для определения этой точки.
Применение метода АЭ при испытаниях композиционных материалов, например, стеклопластиков, позволило установить механизм разрушения. Слабые сигналы АЭ соответствуют разрушению адгезии люксидной смолы со стекловолокном, более сильные — разрушению эпоксидной смолы, наиболее сильные — разрыву стекловолокна.
При термических испытаниях изменение агрегатного состояния (плавление, твердение) вызывает появление значительной АЭ лишь когда образец «зажат», т.е. изменение размеров образца ограничено. В этом случае АЭ связана с механическими нагрузками.
При коррозионных испытаниях метод особенно эффективен для слежения за коррозией под напряжением. Механически наг-руженный деформированный образец подвергают действию аг-рессивной среды. Напряжения ускоряют процесс коррозии. В образце появляются трещины, деформация усиливается, напряжение снимается. Возникновение коррозионных трещин сопро- вождается появлением интенсивных сигналов АЭ. По ним мож-но судить о протекании процесса без доступа к месту коррозии
Испытания процесса сварки АЭ методом требуют идентификации большого количества сигналов.
Уровни АЭ сигналов составляют:
-
до 10 дБ — помехи, вызванные истечением защитного газа и горением дуги;
-
до 26 дБ — от процессов плавления и последующем кристаллизации основного и присадочного металлов;
-
до 35 дБ — от растрескивания оксидной или шлаковой пленки;
-
не более 20 дБ — от горячих трещин, что связано с вязкостью нагретого металла и большим затуханием акустических волн;
-
50 дБ — от холодных трещин.
Изменение в распределении сигналов АЭ говорит о нарушении сварочного процесса.
|

