|
Контактная сварка является одной из наиболее важных видов сварки. Была изобретена 90 лет тому назад и далеко еще не исчерпал всех заложенных в нем возможностей. Контактная сварка по преимуществу используется в массовом или серийном производстве однотипных изделий. Дальнейшее развитие контактной сварки требует перехода к механизированному и автоматизированному массовому и крупносерийному производству при широкой электрификации. Однако во многих отраслях промышленности такие условия еще не созданы. 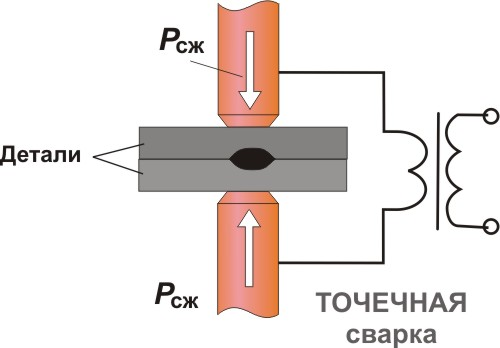
Контактная сварка: принцип работы
Рассматриваемый способ работы электрической контактной сварки основан на разогреве металла проходящим по нему током. Количество тепла, выделяемого в металле, определяется законом Джоуля — Ленца:
Q = 0,24I2Rt
где Q — количество тепла, кал;
I — ток, А;
R — сопротивление на пути тока, Ом;
t — время прохождения тока, сек.
При контактной сварке путь тока неоднороден, особенно большое сопротивление возникает в контакте между свариваемыми частями, поэтому путь тока и прилегающая к нему зона металла разогреваются особенно быстро, интенсивно; в дальнейшем, в ходе контактной сварки и соединения деталей в одно целое, сопротивление контакта постепенно исчезает.
Контактная сварка требует более мощных источников 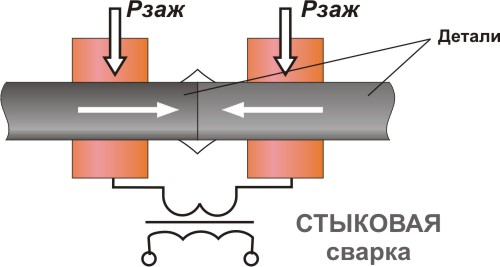 питания питания
В контактной сварке уже в малых контактных машинах ток измеряется тысячами ампер, а в более крупных — десятками тысяч. В то же время необходимое для контактной сварки напряжение U = JR очень мало и составляет обычно всего несколько (2— 6) вольт. Дело в том, что все металлы имеют большую электропроводность и малое удельное сопротивление, поэтому для быстрого нагрева металла и компенсации потерь тепла необходимо пользоваться большими сварочными токами. Для получения сварочного тока с такими необычными параметрами нужны специальные источники питания. Обычно в подобных случаях пользуются понижающим трансформатором, являющимся источником питания, с большим коэффициентом трансформации, и имеющим всего один виток во вторичной обмотке. При коэффициенте трансформации, равном, например, 100, примерно в 100 раз уменьшается напряжение и во столько же раз увеличивается ток во вторичной обмотке трансформатора, по сравнению с первичной.
Принцип работы сварочного трансформатора в контактной сварке
В сварочном трансформаторе величина сварочного тока может изменяться регулятором, меняющим число включенных витков первичной обмотки и тем самым — коэффициент трансформации и сварочный ток. Включение и выключение сварочного тока производится в первичной цепи прерывателем, такие прерыватели часто имеют сложное устройство, поскольку требуемая точность момента включения достигает сотых и даже тысячных долей секунды. Сварочный трансформатор с регулятором обычно встраивается в корпус машины для контактной сварки и конструктивно составляет с ней одно целое.
Контактная сварка как сварка давлением. Виды контактной сварки
Контактная сварка относится к способам сварки давлением, так как после достижения необходимого нагрева соединяемые части сдавливаются осадочным устройством, на чем и заканчивается процесс сварки.
Контактная сварка подразделяется на несколько видов, причем во всех случаях электрическая часть машины бывает примерно одинаковой. По форме соединения различают такие виды контактной сварки: стыковую, точечную и шовную (роликовую).
|

