|
|
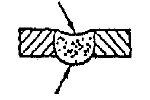
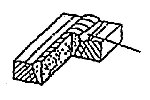 Подрез. - Подрез представляет собой углубление (канавку) в ОМ, идущее вдоль границы шва. Может иметь большую протяженность или иметь прерывистый характер. Образование этого дефекта вызывают следующие нарушения технологии: неоправданно большой диаметр электрода, большая скорость сварки, повышенные сила тока и напряжение дуги, слишком длинная дуга, создающая избыточное давление на границе твердый металл-жидкая ванна.
Подрез. - Подрез представляет собой углубление (канавку) в ОМ, идущее вдоль границы шва. Может иметь большую протяженность или иметь прерывистый характер. Образование этого дефекта вызывают следующие нарушения технологии: неоправданно большой диаметр электрода, большая скорость сварки, повышенные сила тока и напряжение дуги, слишком длинная дуга, создающая избыточное давление на границе твердый металл-жидкая ванна.
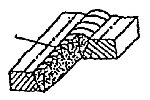
 Кратер - это углубление на поверхности шва в месте обрыва дуга. Дефект возникает вследствие технических неполадок сварочных головок, резкого уменьшения напряжения и силы тока дуги, резкого отрыва дуги.
Кратер - это углубление на поверхности шва в месте обрыва дуга. Дефект возникает вследствие технических неполадок сварочных головок, резкого уменьшения напряжения и силы тока дуги, резкого отрыва дуги.
 Усадочное углубление в корне шва (неглубокий подрез) - это мелкая канавка в корне сварного шва. Вызвано усадкой металла сварного шва с каждой стороны проплава. Усадка возрастает при завышении скоса кромок, т. к. увеличивается объем наплавленного металла
Усадочное углубление в корне шва (неглубокий подрез) - это мелкая канавка в корне сварного шва. Вызвано усадкой металла сварного шва с каждой стороны проплава. Усадка возрастает при завышении скоса кромок, т. к. увеличивается объем наплавленного металла
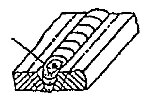
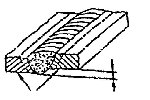
 Продольная чешуйчатость, бугристость и наличие седловин на поверхности сварного шва. Дефект вызван повышенной силой тока, слишком высоким или низким напряжением дуги. Дефекты могут возникать вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
Продольная чешуйчатость, бугристость и наличие седловин на поверхности сварного шва. Дефект вызван повышенной силой тока, слишком высоким или низким напряжением дуги. Дефекты могут возникать вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
 Поперечная чешуйчатость, бугристость и наличие седловин поверхности сварного шва. Неравномерный скос кромок, изменение скорости сварки, низкая квалификация сварщика. Дефекты могут возникать вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
Поперечная чешуйчатость, бугристость и наличие седловин поверхности сварного шва. Неравномерный скос кромок, изменение скорости сварки, низкая квалификация сварщика. Дефекты могут возникать вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
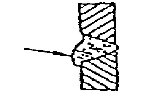
 Неполномерный (просадка шва) стыковой шов. Причиной может быть большой зазор, небрежная работа сварщика. Дефект может образоваться в результате протекания сварочной ванны на обратную сторону шва.
Неполномерный (просадка шва) стыковой шов. Причиной может быть большой зазор, небрежная работа сварщика. Дефект может образоваться в результате протекания сварочной ванны на обратную сторону шва.
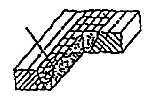
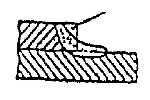
 Неполномерный (просадка шва) угловой шов. Плохая формовка заготовки, нарушение режима сварки. Дефект может образоваться в результате протекания сварочной ванны на обратную сторону шва.
Неполномерный (просадка шва) угловой шов. Плохая формовка заготовки, нарушение режима сварки. Дефект может образоваться в результате протекания сварочной ванны на обратную сторону шва.
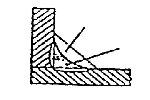
 Подрез горизонтального шва - это дефект в виде слишком крутого края шва или углубления по краю шва. Дефект возникает от провисания расплава.
Подрез горизонтального шва - это дефект в виде слишком крутого края шва или углубления по краю шва. Дефект возникает от провисания расплава.
 Смещение по шву. Дефект в виде неправильного положения свариваемых элементов относительно шва. Отклонение сборки деталей под сварку от оптимального технологического процесса: (порядок сборки, способ крепления деталей, методы контроля сборки и т. п.).
Смещение по шву. Дефект в виде неправильного положения свариваемых элементов относительно шва. Отклонение сборки деталей под сварку от оптимального технологического процесса: (порядок сборки, способ крепления деталей, методы контроля сборки и т. п.).
 Грубая поверхность. Дефект в виде наплывов, чешуйчатости и бугристости на поверхности углового шва. Дефекты возникают вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
Грубая поверхность. Дефект в виде наплывов, чешуйчатости и бугристости на поверхности углового шва. Дефекты возникают вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
 Провисший шов - это протек при горизонтальном положении сварки. Металл сварного шва оседает вследствие действия силы тяжести.
Провисший шов - это протек при горизонтальном положении сварки. Металл сварного шва оседает вследствие действия силы тяжести.
 Запавший шов - это протек в нижнем или потолочном положении сварки. Металл сварного шва оседает вследствие действия силы тяжести, например, из-за чрезмерной силы тока и напряжения при длинной дуге.
Запавший шов - это протек в нижнем или потолочном положении сварки. Металл сварного шва оседает вследствие действия силы тяжести, например, из-за чрезмерной силы тока и напряжения при длинной дуге.
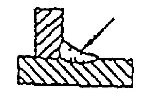 Плоский угловой шов - это протек в угловом сварном шве с формированием недопустимо малого значения катета углового шва. Оседание металла, например, из-за большой скорости сварки.
Плоский угловой шов - это протек в угловом сварном шве с формированием недопустимо малого значения катета углового шва. Оседание металла, например, из-за большой скорости сварки.
 Асимметричный шов с асимметрией формы шва или его размещения относительно намеченной линии. Отступление в технологии при автоматической сварке и низкой квалификации или культуры сварщика при ручной сварке.
Асимметричный шов с асимметрией формы шва или его размещения относительно намеченной линии. Отступление в технологии при автоматической сварке и низкой квалификации или культуры сварщика при ручной сварке.
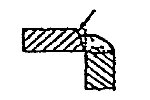
 Протек (сильное расплавление) кромки - это протек с большим отклонением размера катета углового шва от номинального значения. Дефект может возникать из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и отекание ее металла на горизонтальную полку.
Протек (сильное расплавление) кромки - это протек с большим отклонением размера катета углового шва от номинального значения. Дефект может возникать из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и отекание ее металла на горизонтальную полку.
|
|

