|
|
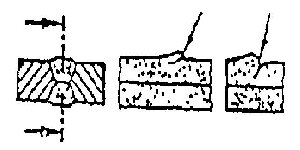
 Недостаточная ширина сварного шва. Дефекты могут возникнуть вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
Недостаточная ширина сварного шва. Дефекты могут возникнуть вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
 Чрезмерная ширина сварного шва. Дефекты могут возникнуть вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
Чрезмерная ширина сварного шва. Дефекты могут возникнуть вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, неравномерной скорости сварки, неправильного угла наклона электрода.
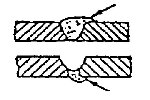
 Чрезмерный зазор. Дефект в виде недопустимо большого расстояния между свариваемыми элементами. Отклонение величины зазора от нормальной происходит вследствие неточной сборки, смещения и коробления деталей под действием термических и усадочных напряжений наплавленного металла и неточной разделки кромок.
Чрезмерный зазор. Дефект в виде недопустимо большого расстояния между свариваемыми элементами. Отклонение величины зазора от нормальной происходит вследствие неточной сборки, смещения и коробления деталей под действием термических и усадочных напряжений наплавленного металла и неточной разделки кромок.
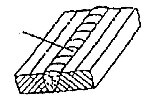
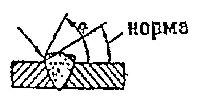
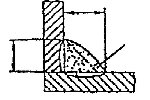
 Превышение выпуклости шва - это дефект, связанный с избыточным наплавлением металла на лицевой стороне углового шва. Рабочее сечение углового шва представляет собой прямоугольный треугольник; оно характеризуется двумя размерами - катетом (К) и его высотой -h. При h = К - шов выпуклый. Дефект возникает из-за недостаточной силы тока и малой скорости сварки.
Превышение выпуклости шва - это дефект, связанный с избыточным наплавлением металла на лицевой стороне углового шва. Рабочее сечение углового шва представляет собой прямоугольный треугольник; оно характеризуется двумя размерами - катетом (К) и его высотой -h. При h = К - шов выпуклый. Дефект возникает из-за недостаточной силы тока и малой скорости сварки.
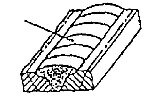
 Превышение проплава корня шва (превышение проплава) - это дефект, связанный с избытком наплавленного металла, проникающего в корень шва. Плохая формовка заготовки, небрежная работа сварщика. Дефект может иметь локальный характер или возникать на всем протяжении корня шва.
Превышение проплава корня шва (превышение проплава) - это дефект, связанный с избытком наплавленного металла, проникающего в корень шва. Плохая формовка заготовки, небрежная работа сварщика. Дефект может иметь локальный характер или возникать на всем протяжении корня шва.
 Резкий переход от шва к основному металлу. Неправильный профиль сварного шва в виде резкого перехода от шва к ОМ. Нарушение режима сварки, небрежная работа сварщика.
Резкий переход от шва к основному металлу. Неправильный профиль сварного шва в виде резкого перехода от шва к ОМ. Нарушение режима сварки, небрежная работа сварщика.
 Наплывы на поверхности и у корня шва. Между наплывом и поверхностью сварного соединения нет монолитности. Они могут быть местными в виде отдельных застывших капель или иметь значительную протяженность вдоль шва. Причиной могут быть чрезмерные силы тока и напряжения при длинной дуге и большая скорость сварки, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода с зенита.
Наплывы на поверхности и у корня шва. Между наплывом и поверхностью сварного соединения нет монолитности. Они могут быть местными в виде отдельных застывших капель или иметь значительную протяженность вдоль шва. Причиной могут быть чрезмерные силы тока и напряжения при длинной дуге и большая скорость сварки, неправильное положение электрода, большой угол наклона изделия при сварке на подъем и спуск. В кольцевых швах наплывы образуются при недостаточном или излишнем смещении электрода с зенита.
 Линейное смещение кромок шва, при котором поверхности двух свариваемых частей параллельны, но размещены не на требуемом уровне. Плохая формовка заготовок.
Линейное смещение кромок шва, при котором поверхности двух свариваемых частей параллельны, но размещены не на требуемом уровне. Плохая формовка заготовок.
 Угловое смещение кромок, при котором плоские поверхности двух свариваемых частей непараллельны (или не направлены под требуемым углом). Нарушение технологического процесса сборки заготовок.
Угловое смещение кромок, при котором плоские поверхности двух свариваемых частей непараллельны (или не направлены под требуемым углом). Нарушение технологического процесса сборки заготовок.
 Утяжина на поверхности сварного шва- это канавка в шве, образовавшаяся вследствие усадки металла шва. Образуется при отклонении параметров сварочного процесса от номинальных значений.
Утяжина на поверхности сварного шва- это канавка в шве, образовавшаяся вследствие усадки металла шва. Образуется при отклонении параметров сварочного процесса от номинальных значений.
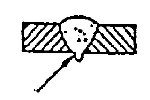
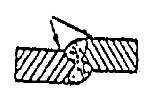
 Прожог - это сквозное проплавление дугой свариваемых кромок с выходом жидкого металла сварочной ванны на другую сторону шва. Причиной может быть - недостаточное притупление кромок, чрезмерный зазор между ними, повышенные режимы сварки.
Прожог - это сквозное проплавление дугой свариваемых кромок с выходом жидкого металла сварочной ванны на другую сторону шва. Причиной может быть - недостаточное притупление кромок, чрезмерный зазор между ними, повышенные режимы сварки.
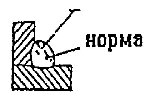
 Асимметрия углового шва, связанная с тем, что размер одного из катетов углового шва очень большой. Низкая квалификация сварщика.
Асимметрия углового шва, связанная с тем, что размер одного из катетов углового шва очень большой. Низкая квалификация сварщика.
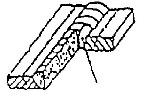
 Вогнутость корня сварного шва в виде усадочного продольного углубления. Образуется при отклонении параметров сварочного процесса от номинальных значений.
Вогнутость корня сварного шва в виде усадочного продольного углубления. Образуется при отклонении параметров сварочного процесса от номинальных значений.
 Дефекты поверхности в начале шва. Отклонение параметров начала сварки от номинальных значений.
Дефекты поверхности в начале шва. Отклонение параметров начала сварки от номинальных значений.
|
|

